Угловая струбцина своим руками
Приспособление для сварки или угловая струбцина своим руками.Всем доброго времени. Сегодня я хочу рассказать, как один парень собрал своими руками, очень необходимое приспособление в помощь сварщику. А называется эта приспособа угольная струбцина.

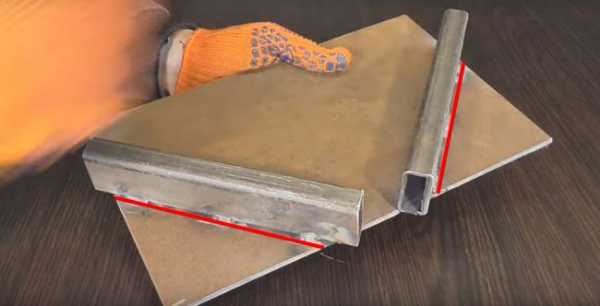
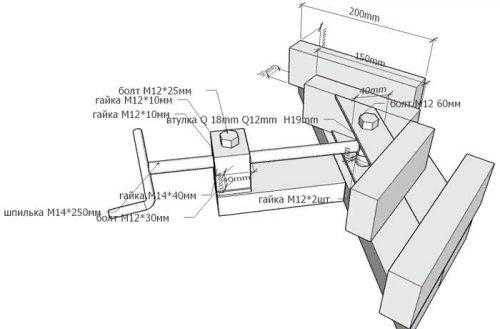
Сама струбцина будет состоять из нескольких деталей которые в конце будут собраны воедино. И так для изготовления первой детали автор взял кусок листового металла размеры 4 мм., 200 мм., 310 мм. И два куска профильной трубы 20 на 40 и длинной 200 мм.


Положив трубу на лист под углом 90 градусов, автор приварил трубу с наружной стороны.
Перевернув деталь проварил во всех доступных местах.


После сварки он отрежет углы, на этой детали они лишние, а для изготовления второй детали будут в самый раз.

Затем он возьмёт эти отрезанные уголки и пару кусков профильной трубы 20 на 40 длина 140 мм и изготовит вторую деталь.


Уложив куски трубы во внутрь первой детали таким образом, он возьмёт уголки и вложив их в середину приварит к трубе, один снизу, а второй сверху.
Далее автор приступил к изготовлению третьей детали. Для этого он взял ещё кусок профильной трубы 20 на 40 длинной 150 мм и отметив на ней середину, сделал сквозное отверстие диаметром 10 мм.
Далее он взял болт и две гайки одну из гаек автор накрутил на болт, затем одел на болт трубу и плотно прижав второй гайкой.
Приварил гайки к трубе в этом положении.
После сварки болт должен свободно выкрутиться.

Далее автор приготовил кусок полдюймовой трубы такой длинны, чтобы она заходила между уголками, второй детали с небольшим люфтом.


А также взял кусок профильной трубы 25 на 25 срезав с неё одну стенку, отрезал её такой же длинны, как и кусок полдюймовой трубы.
В центре этой заготовки, автор сделал отверстие 10 мм.
Затем взял шпильку М 10, накрутил на неё гайку, одел раннее приготовленную П-образную заготовку и накрутил вторую гайку с небольшим зазором, так чтобы заготовка могла вращаться на шпильке.
И приварил гайки к шпильке.

Затем кусок полдюймовой трубы автор приварит к П-образной заготовке, как показано на фото ниже.
Затем в уголках второй детали он сделает отверстия.
Теперь автор вторую и третью детали соединит с помощью стального пальца и обварит его.
Далее профильную трубы с гайками оденет на шпильку и приварит её к первой детали. Вот так.
Такая вот получилась у автора струбцина.

Так же для удобства, автор укоротил шпильку и приварил на край гайку.

Ну и как обычно тест новоиспечённого инструмента.

Две заготовки обрезанные под углом 45 градусов.
Можно регулировать зазор свариваемых деталей.
Всем спасибо и до новой встречи.
Видео самодельной струбцины:
Источник
 Доставка новых самоделок на почту
Доставка новых самоделок на почтуПолучайте на почту подборку новых самоделок. Никакого спама, только полезные идеи!
*Заполняя форму вы соглашаетесь на обработку персональных данных
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.Я сварщик — Подборка самодельных струбцин для сварочного поста. Часть 1

Для того чтобы оснастить сварочный пост профессиональным инструментом, придется выложить немалые деньги. Если вы, например, ограничены в финансах, вам не требуется функционал и точность профессионального инструмента, либо вам просто нравится все делать своими руками, то можно изготовить подобный инструмент самостоятельно. Предлагаю вашему вниманию подборку самодельных струбцин для сварки, которые показались мне наиболее интересными. Некоторые из них не уступают по функционалу профессиональным.
Струбцины для стыковых соединений листовой стали.
На изготовление весьма функционального комплекта из 12 штук автор затратил 6 часов времени, 2 квадратных дециметра тонколистовой стали, электрод, обрезок ВГП трубы:
Ниже видео с подобной струбциной и наглядной демонстрацией работы. Данная струбцина устанавливает зазор 0,4 мм. Для ее изготовления вам необходимо: регулировочная прокладка тормозных колодок, квадратная труба 22х1,25 мм, шпилька М6, квадратный пруток 6 мм, гайка-барашек М6.
Угловые струбцины (тиски).
Угловая струбцина, зажимающая профильный прокат разного сортамента. Изготовлена без применения токарного станка из подручных материалов.
Самодельные высокоточные угловые тиски. Есть токарные работы. В описании к видео даны ссылки на чертежи.
Самодельная угловая струбцина для сварки за 2,5$. Необходимо: 50 см уголка 35 мм, 1 м полосы шириной 3 см, винты, гайки:
С-образные струбцины.
Быстрозажимная струбцина из старого ножовочного полотна и деталей авто. Думаю, можно сделать из сломанного пистолета для туб.
Мини-струбцина из нержавейки

Магнитные струбцины.
Магнитный уголок для сварки из подручных материалов (лист железа, доска, саморезы) и маленьких круглых неодимовых магнитов под саморезы:
Магнитный угольник для сварки за 1$. Для изготовления необходима соединительная пластина, гайки соединительные М5, винты с потайной головкой М5, магнит от испорченного динамика.
F-образные струбцины
Массивная струбцина из полос металла, соединительной гайки, шпильки, круглого проката, шайбы. Обратите внимание на скосы подвижной части. Именно они обеспечивают зажим.
Бюджетная F-образная струбцина для сварки из полосы толщиной 5 мм, соединительной гайки и шпильки:
Если у вас есть самодельные струбцины, то вы можете поделиться интересной конструкцией с участниками сообщества в группе ВКонтакте или выслать нам на почту — мы опубликуем.
При использовании данного материала ссылка на ресурс ЯСВАРЩИК обязательна.
imwelder.ru
как сделать своими руками простейшие угловые тиски
Среди множества важных приспособлений на сварочном столе можно найти струбцины для сварки. Они позволяют увеличить скорость сборки узлов и выполнить их с соблюдением основных размеров согласно чертежу.
Выпускаются промышленные образцы разнообразных по форме струбцин, но в домашних условиях вполне реально изготовить надежную и удобную струбцину для сварочных работ самостоятельно.

Большой выбор
Струбцины выпускают не только для сварки, они применяют в столярном деле. Для слесарных работ тоже производят аналогичные приспособления. Удобная угловая струбцина для сварочных работ – это незаменимый инструмент, без которого иногда просто не обойтись.
Струбцины отличаются по формам и размерам, могут предназначаться для определенного размера заготовок или применяться как тиски для сварки с надежной фиксацией деталей.
Существуют также струбцины, предназначенные для сварки трубопроводов. Это конструкции на шарнирах и винтах, позволяющие зажимать трубу определенного диаметра.
На струбцинах может использоваться кулачковый фиксатор заготовки или винт, помогающий отрегулировать расстояние между зажимами. На сварочном столе должны присутствовать несколько типов и размеров струбцин, в зависимости от выполняемых операций и размеров деталей. Самая простая и надежная самодельная конструкция сварочной струбцины – это угловое приспособление, сделать которое достаточно просто.
Конструкционные особенности углового зажима
Угловые струбцины предназначены для соединения трубной заготовки, различной по конфигурации, под разнообразными углами. Это может быть сборка рамной конструкции для калитки, готовых узлов трубопровода или отопительных регистров.
В зависимости от угла соединения струбцины для сварки могут быть с постоянным градусом стыка, или с возможностью выставления различных углов. Аспекты, на которые необходимо обращать внимание, разрабатывая эскиз и выполняя чертежи:
- для более надежной стыковки и фиксации деталей необходимо подбирать достаточную толщину прижимных губок. Это позволит избежать больших деформаций при сварке конструкции;
- следует обращать внимание на прижимные винты. Лучшим вариантом для струбцины будут гайки, и прижимные детали из меди или обмедненной стали с винтовой резьбой. Такое прижимное устройство прослужит дольше. При отсутствии винтовой резьбы, можно использовать метрическую, но с наиболее большим шагом;
- величину рабочей поверхности при стыковке и сварке деталей. Лучший вариант – это возможность сварки с 3 сторон узла, находящегося в зажатом положении.
Конструкция струбцины представляет собой основу с упорами. Упоры могут фиксироваться под определенным углом или с возможностью регулировки градуса стыковки.
Для фиксации на основу наваривается гайка с вкрученным в нее винтом. Такая конструкция позволяет закреплять заготовки различные по размерам. Стандартно для нормальных условий работы принят максимальный размер 400 мм. Для больших размеров необходимо будет применять стапеля.
Вариации конструкции
На конце винта, в зависимости от фантазии мастера, можно изготовить штурвал для зажима деталей. Но самая простая и распространенная конструкция струбцины – это приваренная или зафиксированная другими способами перемычка небольшого размера из квадратной трубы или прутка.
Для фиксации небольших деталей во время сварки вполне достаточно сделать простейшую струбцину в форме английской буквы G. Для этого можно из профиля с помощью подрезов и загибов выполнить основную раму данной конфигурацией. На верхней части приваривают гайку с винтом, и самая простая струбцина готова.
Несмотря на свою простоту, она будет надежно фиксировать небольшие детали, помогать в работе со сваркой. Винт лучше брать с подвижным пятаком на одном краю, чтобы надежно фиксировать заготовки, не двигая их при затяжке.
Наиболее распространенной является струбцина с возможностью регулировки в зависимости от размеров заготовки. Это приспособление требует установки его на жесткую поверхность рабочего стола для сварки или на металлический верстак мастера.
F- образная форма
Для того чтобы облегчить работу, потребуется приготовить несколько простых струбцин. Заранее надо подготовить небольшие обрезки любого профиля, гайку с винтом и крепежные болты. Угловые струбцины для сварки изготавливают в 2 этапа.
Основание
Понадобятся три обрезка профильной трубы. Профиль можно использовать любой, который есть под рукою, но лучше взять с разными размерами полок. К примеру, труба 25/60 может послужить отличной заготовкой для основания.
Отрезают детали длиной 300, 200, 100 мм. Распределяют меньший отрезок посередине длинного и прихватывают их. Получилось основание 180 мм по ширине.
От большего края размечают и зарезают углы под 450. Отрезок профиля длинной около 150 мм приваривают посередине длинной части основы. На эту деталь будет крепиться гайка с зажимным винтом.
Отрезают уголок или профиль по длине скоса на основании и прихватывают отрезки к торцу основания. Данные части конструкции служат как направляющие заготовки и как упоры при фиксации.
Проваривают все стыки и хорошо зачищают их болгаркой с зачистным камнем. Основание угловой струбцины для сварки готово, можно переходить к финальной части сборки.
Прижим
Остается изготовить прижим. Для этого на конце прямого обрезка, отходящего от основания, на достаточном расстоянии приваривают гайку с накрученным винтом. Для предотвращения повреждения резьбы при сварке винт необходимо хорошо смазать солидолом или другой густой смазкой.
Теперь отрезают две детали по 100 мм, концы зарезают под 450, стыкуют и проваривают деталь. Это будет поджимная планка. Ее можно сделать из уголка или профиля. Можно загнуть ее полукругом. В любом варианте, важно чтобы она надежно фиксировала части конструкции.
На небольшом расстоянии от внутреннего угла прижима приваривают стальную пластину толщиной 4-5 мм. Затем прожигают отверстие для прохода конца винта.
Зачищают стыки болгаркой. Вставляют конец винта в отверстие в пластине, и на его край приваривают фиксатор. На другой конец приваривают рукоятку для вращения.
Конструкция струбцины для сварки в угловом варианте готова. Это наиболее простой вариант струбцины, который несложно выполнить своими руками. Можно сделать приспособление с несколькими винтами фиксации или с изменяемым углом стыковки заготовок.
Изготовить угловые тиски для сварщика достаточно просто. Теперь остается прикрепить струбцину жестко с помощью электросварки к столу или верстаку. Можно просверлить отверстия в сварочном столе и зажать струбцину для сварки с помощью болтового соединения.
Самая распространенная струбцина позволит соединить детали под прямым углом для врезки стоевых или для сборки калитки или ворот.
svaring.com
Угловая струбцина для сварки своими руками: чертежи

Сварочный процесс отличается трудоемкостью и большой затратой времени. Для того, чтобы облегчить и ускорить работу, существуют такие специальные приспособления, как уголки, упоры и струбцины. В данной статье мы поговорим про угловые струбцины для сварки и о том, как их можно сделать в домашних условиях.
Содержание статьи
Что такое струбцина?
Струбцина представляет собой универсальное приспособление, которое служит для закрепления металлических конструкций определенным образом, что существенно упрощает сварочный процесс. Тиски угловые позволяют закрепить металлоконструкцию под определенным углом в необходимом и — что не менее важно — в удобном положении для работы. Конструкции струбцин могут быть разнообразные в зависимости от того, как именно необходимо закрепить деталь. Они могут быть разных размеров и форм. Всегда полезно иметь под рукой несколько вариантов струбцин, так как во время работы может понадобиться скрепление деталей различной конфигурации.
Конструкция
Существует огромное количество струбцин, которые отличаются друг от друга формой, размерами, стоящей перед ними задачей. К примеру, струбцина для работы с трубами предназначена для сварки последних под различными углами, к примеру, 90 градусов. Без применения зажимов соблюдение точного угла при работе будет затруднительным. Угловые струбцины производятся разного вида, исходя из ширины скрепляемых труб и угла, под которым эти трубы будут свариваться.

Угловые зажимы отличаются по следующим признакам:
- толщина губок. Чем больше толщина прижимных губок, тем надежнее зажимаются трубы и сварочный шов не выгибается и не выламывается.
- материал изготовления прижимных винтов. Во время сварочных работ расплавленный металл может разбрасываться во все стороны, прижимные винты не исключение. При попадании расплавленного металла на резьбу винта может произойти спайка, что приведет резьбу в негодность. Чтобы этого избежать, делают омедненные винты. Медь не позволяет брызгам застывать на поверхности винта, тем самым сохраняя его работоспособность.
- рабочая поверхность. Струбцина может увеличить рабочую зону при работе электродом под определенным углом.
Угловые тиски для сварки труб состоят из подвижной и основной частей. Для регулирования степени сжатия подвижная часть оснащается винтом. С его помощью можно регулировать расстояние между прижимными губками и деталью. Подвижность конструкции обеспечивает работу с деталями различной формы и сечения.
При выборе струбцины следует обращать внимание на вид выполняемых работ. К примеру G — струбцины используются при работе со стальными деталями малой толщины. Для работы с деталями большой толщины следует применять F — струбцины.
Угловая струбцина своими руками
Стоимость фиксатора на рынке велика, поэтому есть смысл сделать угловую струбцину для сварки своими руками. Для многих эта задача будет посильной, ведь такой фиксатор можно сделать даже из мусора, который годами лежит в сарае и который по-хозяйски просто жалко выбрасывать.
Угловые струбцины просты в своей конструкции, что позволяет сделать их даже в домашних условиях.
Первым делом следует выполнить набросок или чертеж фиксатора, нанести на него основные размеры, это поможет при дальнейшей работе. При выборе материала следует обращать внимание на железо. Железо — самый оптимальный вариант.
- Для того, чтобы сформировать основание, необходим листовой металл от 8 до 10 миллиметров. Для фиксации можно использовать уголок нужного размера. Соединение намного лучше производить электросваркой.
- Делаем винтовой зажим. Можно взять две гайки и сварить их между собой. Кронштейн с центральным резьбовым отверстием делается в пределах 30 — 40 миллиметров. Крепление лучше делать на болтах, чтобы была возможность его поменять в случае срыва резьбы.
- Важно уделить большое внимание расположению зажимных губ. Угол должен быть соблюден идеально, иначе желаемый угол 90 градусов при работе выходить не будет. Сначала следует приварить один уголок к зажиму, к которому накладывается второй уголок. После все это прижимается и приваривается к скобе.
- По боковым поверхностям струбцины нужно установить направляющие, чтобы внутреннее основание могло перемещаться. По биссектрисе изготавливаемого фиксатора вырезается паз в пределах 8 — 10 миллиметров
- Далее необходимо в верхнее основание изготавливаемого прижимного устройства закрутить болт. Лучше, чтобы резьба на болте не доходила до его головки, это позволит свободно перемещаться основаниям по отношению друг к другу.


Можно изготовить более подвижный вариант струбцины, где прижатие свариваемых деталей будет происходить не только под углом 90 градусов. Угол прижатие можно будет регулировать.
В заключение
Исходя из вышесказанного, применение струбцин может облегчить работу сварщика, избавляя его от постоянной надобности подгонять соединяемые детали несколько раз подряд. Тиски угловые несложно сделать дома, что позволит сэкономить деньги на их покупке. Самодельные фиксаторы ни в чем не уступают фабричным моделям и вполне способны составить им конкуренцию.
[Всего голосов: 0 Средний: 0/5]svarkaed.ru
Струбцина своими руками из металла: способы изготовления, чертежи
Даже несложные сварочные работы требуют профессионального отношения к делу. Для получения соединений максимально возможного качества в большинстве случаев необходимо использование специальных приспособлений. К их числу относятся угловые струбцины для сварки, которые можно собрать из металла своими руками. Применение фиксатора позволяет надежно фиксировать соединяемые заготовки, что ускоряет и облегчает процесс получения сварочного шва. Для изготовления потребуется нехитрый набор инструментов, подручные материалы и готовые чертежи струбцин, в соответствии с которыми будет выполняться работа.

Устройство угловой струбцины для сварки
Струбцина – это своеобразные угловые тиски универсального применения, служащие для фиксации металлических заготовок перед сваркой в удобном положении под требуемым углом. В зависимости от способа закрепления детали могут применяться приспособления, отличающиеся конструкцией, формой и размерами.
Опытные сварщики всегда пользуются несколькими типами струбцин, так как в процессе работы может возникнуть потребность в соединении заготовок различной конфигурации.
Серийно выпускается множество моделей угловых струбцин, предназначенных для выполнения определенных работ. Например, для устройства трубопровода может одновременно использоваться несколько приспособлений, устанавливающих свариваемые элементы под углами 15, 30, 45 или 90 градусов. Без применения зажима точно установить детали затруднительно, особенно для работ, требующих высокой точности.
Конструкция угловых струбцин для сварки обладает следующими особенностями:
- Губки прижимных элементов имеют большую толщину, что позволяет увеличить жесткость соединения заготовок, исключить выгибание сварочного шва.
- Дополнительное использование зажимных винтов предотвращает спаивание участка угловой струбцины с резьбой при разбрызгивании расплавленного металла. Это способствует увеличению срока службы сварочного оборудования.
- При производстве электродной сварки под определенным углом применение зажима позволяет расширить рабочую зону.
Конструкция струбцины состоит из двух элементов:
- подвижной части с зажимным винтом, предназначенным для регулирования степени прижатия заготовок;
- рамы.
Благодаря наличию подвижного механизма угловые струбцины позволяют надежно фиксировать элементы различных габаритов, геометрических форм, изготовленных из любых металлов. Для удобства выполнения работ возможно одновременное использование сразу нескольких угловых тисков. Большинство производимых серийно струбцин рассчитано на применение для сваривания изделий толщиной до 390 мм.
Передача усилия на зажимные плоскости, а от них – на фиксируемые детали осуществляется посредством Т-образных рукоятей. Выплавленные из чугуна скобы способны выдержать любые температуры, образуемые при выполнении сварки.
Выбирая угловую струбцину, в первую очередь следует ориентироваться на вид предполагаемых работ:
- приспособления G-образной формы больше подходят для крепления заготовок небольшой толщины;
- F-зажимы, оснащенные регулируемым прижимным механизмом, используются для обработки деталей внушительных размеров.
Угловые быстрозажимные струбцины могут устанавливаться в гаражах, небольших мастерских и цехах на рабочих столах и верстаках с ровной поверхностью.
Способы изготовления своими руками
Сварочные струбцины заводского производства обладают немалой стоимостью, потому рационально сделать угловой фиксатор своими руками. Такую задачу нельзя назвать сложной, так как для сборки можно использовать годами складываемые в гараже или сарае металлические элементы, которые жалко выбросить. Благодаря простоте конструкции для изготовления угловой струбцины не требуется использование сложного инструмента.
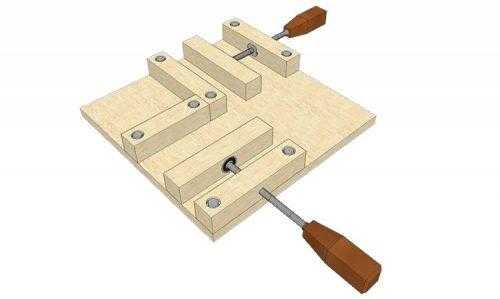
Конструкция из фанеры
Независимо от конструкции основное предназначение приспособлений – жесткий зажим заготовок для их последующего сваривания либо наплавления поверхности. Угловые фиксаторы, изготовленные из фанеры, позволяют соединять как металлические детали, так и заготовки из дерева.
Для самостоятельного изготовления струбцины потребуются такие материалы:
- пара брусков из твердых сортов древесины толщиной 25 мм;
- лист фанеры толщиной не менее 12 мм;
- крепежные элементы: шпильки, саморезы;
- ножовка либо лобзик;
- дрель.
Из фанерного листа вырезается квадрат размером сторон 250 или 300 мм, к которому под прямым углом прикрепляются бруски.

Угол следует установить максимально точно, так как от него в будущем будет зависеть правильное закрепление заготовок относительно друг друга.
Сначала бруски следует приклеить, дождаться схватывания клея и прозенковать дрелью. В полученные отверстия вкручиваются саморезы или иные крепежные детали. От центра колодок необходимо провести перпендикулярные линии, вдоль которых будут перемещаться винтовые шпильки.
На удалении в 20 мм от угловых закрепляются бруски упорные, между которыми оставляется небольшой промежуток. Размер его должен немного превышать максимальную ширину подлежащих фиксации заготовок. Шпильки удобнее вкрутить сразу, до прикрепления упорных колодок.
Также требуется подготовить подвижные бруски, которые соединяются со шпилькой. При вкручивании ее деталь будет придвигаться к угловой колодке.
При изготовлении угловой струбцины из массивного материала, например ДСП, для брусков следует подобрать материал большей толщины.
Конструкция из металла
В первую очередь нужно сделать чертеж или эскиз угловой струбцины, определиться с основными размерами.
Для изготовления основания потребуется листовой материал толщиной 8–10 мм. Для закрепления можно применить уголок соответствующего размера. Соединение элементов удобно выполнять электросваркой.
- Для винтового зажимного механизма между собой свариваются две гайки. Кронштейн с находящимся в центральной части резьбовым отверстием изготавливается высотой 30–40 мм. Для крепления рекомендуется использовать болтовое соединение, которое можно легко заменить при срыве резьбы.
- Особого внимания требует взаимное размещение прижимных губок. Необходимо идеально выставить прямой угол, так как при выполнении сварочных работ добиться их приемлемого качества будет невозможно. Сначала к зажиму приваривается один уголок, на него накладывается другой. Полученная конструкция плотно сжимается и приваривается на скобу.
- К боковым плоскостям фиксатора крепятся направляющие, обеспечивающие перемещение основания. По линии биссектрисы прижимного приспособления прорезается паз размером 8–10 мм.
- В верхнее основание струбцины закручивается болт. Резьба его не должна доходить до головки, что обеспечит свободное передвижение оснований относительно друг друга.
Пользуетесь ли вы струбциной дома или на работе? Изготовили вы ее своими руками или приобрели готовую в строительном магазине? С какими трудностями и особенностями выполнения сварки вы столкнулись при использовании приспособления? Поделитесь, пожалуйста, своим опытом в комментариях.
wikimetall.ru
Струбцина угловая для сварки своими руками: процесс изготовления
Мастера-умельцы делают многие приспособления, предназначенные для тех или иных целей, самостоятельно. Весьма просто изготавливается и струбцина угловая для сварки своими руками — одно из приспособлений, которое фиксирует детали под прямым (или другим нужным) углом, устраняя многочисленные неудобства при сварочных работах.
Сварка металлов представляет собой отдельный раздел в программе по металловедению и включает в себя большой объем знаний. Это объясняется зависимым поведением стали от ее химического состава, а также физическими свойствами при изменении агрегатного состояния.
Инженерами-конструкторами разработаны многие ухищрения, которые не только улучшают условия труда, но и максимально снижают получение возможных дефектов. Чаще всего они носят узконаправленный характер и предназначены для определенной формы изделий, например, струбцины для сварки труб встык или под углом 90 °С.

Применение угловой струбцины при сварке труб
Назначение и конструктивные особенности
Важно! Струбцины, которые изготавливаются методом сварки, могут иметь погрешность. Необходимо обеспечить замер угла, расстояний для учета этих параметров при ее эксплуатации
По своей сути самодельная струбцина для сварки — это тиски, но со специфическим функционалом. В отличие от обычных зажимов они обеспечивают комплекс мероприятий, направленных на повышение качества свариваемых изделий в домашних условиях:
- Являясь компактной и относительно легкой конструкцией, струбцина без проблем меняет положение в пространстве. Таким образом работу можно организовать в любом месте и положении.
- Используя несколько таких тисков (различных размеров и угла направления), можно обеспечить сварку многосоставных деталей.
- Необратимым процессом при соединении элементов является усадка металла в шве. Из-за нее возможны деформации предмета по размерам, направлению деталей. Особенно это сказывается на сложных изделиях, которые имеют несколько сварных стыков, влияющих друг на друга. Струбцина, жестко фиксируя элементы, способствует равномерному распределению жидкого расплава между кромками.
- Изделие позволяет проводить сварочные работы одному человеку, без помощников, поскольку отсутствует надобность в поддержании деталей. В то же время оно исключает человеческий фактор.
Разновидности
К тискам не предъявляется каких-либо особых требований по материалу изготовления. Это может быть любая сталь, имеющаяся оптимальные характеристики по прочности, возможности обработки. Чаще всего самодельные угловые струбцины для сварки изготавливаются из:
- Обычной углеродистой стали. Она отлично сваривается, не вызывает сильных деформаций в готовых изделиях. Толщина (ориентировочно 8-10 мм) хорошо поддается резанию болгаркой и сверлению отверстий дрелью. Углеродистые стали имеют широкий диапазон по химсоставу, который отлично сваривается. Поэтому для изготовления можно использовать стальные профильные трубы, вне зависимости от их точного состава, и стальную пластину (как правило, несложно найти обычную СТ 3).
- Инструментальной стали. Ей придают форму ковкой. После этого сталь закаляют и проводят отпуск. Такое изготовление требует определенных знаний и навыков, поэтому используется гораздо реже. Вариант более приемлем для промышленного производства.
- Магнитной струбцины. Изготавливается с использованием магнита. Наилучший вариант на сегодня это — неодимовый сплав. Его мощность при размерах Ø — 30 мм, h — 9 мм позволяет удерживать 93 кг.

Самодельные угловые струбцины
Принципиальная схема тисков 2-составная: основная и подвижная (регулятор) части. Изготавливаются в нескольких вариантах, но зажимное устройство представляет собой винт с ручкой. Варианты меняют не только внешний вид, но и назначение. Некоторые модели широко используются только в деревообрабатывающей отрасли. Как правило, это небольшие G-; Т-; F-образные изделия, изготовленные методом литья. Всего существует около 10 моделей, представленных в продаже:
- G-образный зажим — изготавливается из инструментальной стали, благодаря чему он обладает высокой прочностью, износостойкостью и ударной вязкостью. Используется для соединения нескольких деталей одновременно.
- Т-образный зажим. Кроме того, что она может фиксировать заготовки разной толщины, основа струбцины может устанавливаться на поверхности. Для этого на ней предусмотрены отверстия.
- Трубная — разновидность Т-образной конструкции, но в качестве станины используется труба, на которой закреплен зажим: 1 часть — стационарно, вторая — подвижно.
- Угловые. Как правило, это струбцина для сварки 90 градусов. В качестве зажимов могут использоваться винтовые или магнитные соединения. Она имеет форму равнобедренного треугольника и может крепиться на какую-либо поверхность болтовым соединением через сквозные отверстия.
- Пружинная или трещотка. По форме идентична плоскогубцам или прищепке. Имеет фиксатор в виде храпового механизма в нижней части. В отличие от винтовых, сцепление происходит с помощью пружины, но сила сжатия не регулируется. Маленький захват применяется только для небольших изделий.
- F-образная струбцина или триггер, или торцевой зажим. На станине находятся 2 направляющие: одна закреплена жестко, вторая двигается вдоль основы. Винтовые зажимы фиксируют положение в двух точках.
- Ленточная конструкция представляет собой механизм натяжения жестким ремнем. Особенность — обеспечивает равномерное натяжение по всей поверхности конструкции. Узкая специализация предназначена для сборки круглых (бочкообразных) изделий.
- Гидравлическая — профессиональное использование. Основные преимущества — скорость и точность.
- Вакуумная — используется только для соединения плоскостей (листов).
Захват может быть усовершенствован и сделан автоматическим. Такие струбцины просты в применении, но имеют некоторые недостатки по мощности и точности регулировки. Для удобства рабочая станина может оснащаться мерной линейкой, стопором (фиксатором) длины, а регулировочный вентиль закрываться пластмассовыми насадками.

Самостоятельное изготовление угловой струбцины для сварки
Как самостоятельно изготовить струбцину
Важно! Используя ортофосфорную кислоту и медный купорос, поверхность можно омеднять, получив не только коррозионную стойкость, но также отрицательную адгезию с брызгами свариваемого металла. Особенно это необходимо для подвижных соединений, которые в процессе сварки могут привариться друг к другу
Самодельные струбцины для сварки своими руками изготавливаются сварным методом из углеродистой стали общего назначения. Понадобятся схематический чертеж, инструменты и детали:
- сварной аппарат;
- болгарка;
- профильная труба 20 х 40 мм длиной 200 мм;
- стальная пластина h — 8-10 мм размером — 25 х 25 мм;
- набор гаек и болтов диаметром 13 и 16.
Как сделать струбцину для сварки, которая состоит из 2 частей, и обе из них изготавливаются из основы и металлических брусьев, в качестве которых используется профильная труба:
- Первая часть — основа большего размера. Закрепляем трубы под углом 90 °С согласно чертежу.
- Обрезаем лишние части болгаркой.
- Используя остатки профильной трубы, готовим подвижную часть и элементы крепления к основе. По конфигурации она повторяет первую часть, но размеры ее меньше: она должна плотно сходиться с основой. В качестве направляющего выступает винт диаметром 12 мм и длиной 30 мм.
Заключение
Струбцины для сварки под углом 90 °С наиболее востребованы. В дополнение к ним могут применяться и модели с другим углом или универсальные. Не лишней функцией у зажима является возможность крепления его самого. Тиски подбираются в зависимости от специализации мастера. Самодельные модели выгодно отличаются тем, что их можно сделать узкоспециализированными.
Видео: УГЛОВАЯ СТРУБЦИНА — подробный процесс изготовления
svarkaipayka.ru
Собираем самодельную струбцину своими руками
Струбцина – приспособление для сварщика незаменимое, точно так же, как и для слесаря, столяра и других специалистов, которым надо что-то сварить, скрепить, склеить и т.д., предварительно зафиксировав элементы конструкции относительно друг друга статично в заданном положении. Рынок слесарных инструментов предлагает широкий ассортимент продукции, способной удовлетворить запросы самых придирчивых покупателей. Но и цены на нее соответствующие. Однако, размеры и конфигурация конструкций с которыми приходится работать могут сильно отличаться. Вряд ли вы приобретете одну струбцину на все случаи жизни. Нужно хотя бы десяток разных по размеру: маленьких, средних больших и т.д. и т.п. Не покупать же каждый раз дорогостоящую оснастку для разовой работы? Это в конечном итоге влетит в копеечку! В таком случае целесообразно будет ее изготовить практически даром из вторичных материалов: обрезков металла, болтов, шайб и гаек.
Как может выглядеть самодельная струбцина, сделанная своими руками? Предлагаем вам несколько вариантов.
№1 Самый простой вариант
Струбцина состоит из двух толстых стальных пластинок с просверленными под болты отверстиями. Конструкция собирается, соответственно, на гайках. Может применяться для зажима двух заготовок, например, на время их склеивания или точечной прихватки сваркой, или для других целей.
№2 G-образная струбцина
Для такой «приспособы» потребуется вырезать любым удобным способом (лучше газовым или плазменным резаком) «кусок металла» с-образной формы, подобрать длинный болт с пяточкой (последняя должна крутиться) и отверстием под отвертку или штырь.
Можно поступить еще проще и использовать в качестве «основы», например, два уголка. сваренных вместе или часть швеллера. Такие струбцинки разных размеров будут всегда полезны в хозяйстве.
№3 F-образная струбцина
Можно сделать из профильной трубы с отверстиями, чтобы можно было сдвинуть планку и увеличить площадь захвата. Зажим собирается по тому же принципу, что и в предыдущих вариантах.
№4
Практически у каждого в хозяйстве есть ненужная старая советская мясорубка. В крайнем случае можно использовать ее зажим в качестве струбцины. Если лишняя часть мешает, можно ее обрезать.
Возможны и другие варианты. Предлагайте, обсудим здесь или в группе ВК.
svarka-master.ru