Литье алюминия в домашних условиях: технология, фото и видео
Литье алюминия в домашних условиях является отличным хобби, которое поможет скоротать свободное время и может выручить в самый неожиданный момент. Существует несколько методик подобного литья, множество из которых применяется в промышленном производстве, но некоторые также подходят для домашнего применения.
Алюминий обрел большую популярность у домашних умельцев. Это связано с его эксплуатационными характеристиками, легким весом и простотой литья. С помощью литья можно легко и быстро изготовить различные детали, необходимые для бытовых нужд.
Литье алюминия в домашних условияхНаиболее распространенными способами являются: литье под давлением и литье с помощью форм. Первый способ требует особого оборудования, поэтому более популярным является второй. Это очень простая технология, которую можно применять в домашних условиях.
Характеристики алюминия
Алюминий – серебристо-серый металл, отличающейся пластичностью и легкостью, очень хорошо поддается штамповке и неплохо гнется. Температура плавления алюминия составляет около 660 градусов, а точка кипения 2500 градусов.
Температура плавления алюминия составляет около 660 градусов, а точка кипения 2500 градусов.
Этот металл отличается высокой степенью проводимости тепла. Ему характерно активное взаимодействие с кислородом, из-за чего на поверхности алюминия образуется оксидная пленка. Она отличается цветом и физическими характеристиками, защищает металл от полного окисления под воздействием агрессивной внешней среды. Имеет высокую температуру плавления, превышающую температуру алюминия, что влияет на конечный результат.
Этот металл имеет свойство изменения структуры после плавки. Резкое его охлаждения не желательно, так как оно может привести к усадке полученного изделия. Это свойство стоит учитывать про домашнем литье изделий из алюминия.
Технология
Технология литья деталей из алюминия в домашних условиях довольно проста, но требует тщательного выполнения требований и большого внимания к деталям. Наиболее простая технология заключается в заливке расплавленного алюминия в подготовленные формы. При этом необходимо иметь минимальный набор необходимого оборудования.
Наиболее простая технология заключается в заливке расплавленного алюминия в подготовленные формы. При этом необходимо иметь минимальный набор необходимого оборудования.
Главной задачей является расплавление воска или парафина внутри формы с заменой пустот алюминием, после чего остывшую деталь можно легко достать. Первое, что нужно сделать – это подготовить опалубку, в качестве которой можно взять любую картонную коробку, например, из-под обуви, или изготовить ее из фанеры. В нее заливается парафин или воск.
Парафиновая форма для литья
При работе с парафином следует учитывать некоторые особенности:
- Залитый в форму парафин очень быстро остывает, поэтому не следует ускорять этот процесс. Деталь должна остыть самостоятельно, это позволит сохранить однородную структуру. Для полного остывания нужно подождать около суток, после чего можно перейти к его обработке.
- Парафин может сильно просесть в центре заготовки, поэтому нужно учитывать этот факт при оценке необходимых габаритов заготовки.


Вырезать правильную форму из заготовки – очень трудная задача. Поэтому человек, не имеющий должного опыта, не сможет справиться с ней.
Чтобы не терять время, рекомендуется изготавливать сразу несколько заготовок, чтобы в случае неудачи можно было быстро залить новую форму.
Форму для заливки алюминия следует изготовить из оргстекла, который прочно скрепляется с помощью герметика. После этого на дне подготовленного «аквариума» располагается заготовка, которую нужно закрепить, чтобы она не сместилась в процессе заливки гипсом. Сделать это можно с помощью пластилина.
Затем следует подготовить гипсовую смесь, которая приготавливается с добавлением мелкозернистого песка (в соотношении один к одному). Это очень важно, так как чистый гипс содержит много влаги, которая испаряется при отливке детали и влияет на качество готового изделия.
Смесь должна быть однородной, густота должна напоминать сметану. Важно, чтобы смесь полностью покрывала парафиновую заготовку.
Стоит помнить, что гипс очень быстро застывает, поэтому выполнять работы нужно в быстром темпе. Полностью залив форму, ее стоит встряхнуть, чтобы избавиться от пузырьков воздуха.
После застывания гипса форму из оргстекла необходимо снять. Затем следует удаление парафина. Это можно сделать, положив форму вверх ногами на горячий лист железа, разогреваемого на огне. Также можно прокипятить форму в воде, что позволит более тщательно избавиться от парафина. После этого гипсовую форму нужно высушить.
Существует несколько способов расплавления алюминия, но технология литья в домашних условиях предусматривает самостоятельное изготовления тигельной печи или использование муфельной. Тигельная печь изготавливается только из огнеупорного кирпича.
Плавка алюминия в домашних условиях
После расплавления металла можно начинать процесс литья алюминия. С помощью ложки из нержавеющей стали следует снять окисную пленку. Плавление металла можно попробовать произвести с помощью газовой горелки, которой будет достаточно при небольшом объеме.
С помощью ложки из нержавеющей стали следует снять окисную пленку. Плавление металла можно попробовать произвести с помощью газовой горелки, которой будет достаточно при небольшом объеме.
После застывания форма извлекается из гипса, очищается и полируется.
Технология может видоизменятся в зависимости от требований к готовому изделию и имеющихся инструментов. Методом проб и ошибок можно добиться оптимальной технологии.
Подготовка деталей
Домашнее литье требует особой подготовки, а также наличия определенных инструментов, среди которых нужно выделить:
- Лом алюминия. В качестве лома можно использовать множество изделий, в том числе проволоку. Но следует выбирать более мягкую, так как она содержит меньшее количество оксидов.
- Гипс. Формы для литья алюминия в домашних условиях лучше всего изготавливать из скульптурного гипса. Но стоимость его довольно высока, поэтому вполне подойдет обычный белый гипс. Его легко найти в любом строительном магазине. Главное, не перепутать его с алебастром, который похож на белый гипс, но категорически не подходит для литья.
- Воск или парафин. Воск является оптимальным вариантом, но парафин дешевле и его проще найти. Можно использовать обычные свечи, избавившись от фитиля и расплавив их.
- Емкости для плавления. Для плавления парафина можно использовать обычную жестяную посуду, а вот для плавления алюминия рекомендуется применять тару из нержавейки или чугуна.
- Источник высокой температуры. Использовать можно как специализированные муфельные или тигельные печи, так и обычные газовые горелки. Выбор источника нагрева индивидуален, зависит от объема требуемого расплавленного металла.
 Но стоимость его довольно высока, поэтому вполне подойдет обычный белый гипс. Его легко найти в любом строительном магазине. Главное, не перепутать его с алебастром, который похож на белый гипс, но категорически не подходит для литья.
Но стоимость его довольно высока, поэтому вполне подойдет обычный белый гипс. Его легко найти в любом строительном магазине. Главное, не перепутать его с алебастром, который похож на белый гипс, но категорически не подходит для литья.Самодельный горн для плавки
Основные ошибки при литье алюминия
Многие новички при изготовлении алюминиевых отливок совершают банальные ошибки, поэтому перед выполнением работ рекомендуется с ними ознакомиться. Следует выделить такие базовые ошибки:
Следует выделить такие базовые ошибки:
- Следует тщательно изготавливать гипсовую форму. Очень важно, чтобы из нее полностью испарилась вся влага. Если этого не произойдет, то во время заливки металла влага испарится, оставив поры и пустоты. Это значительно влияет на качество готового изделия.
- Недостаточный нагрев металла может привести к плохой заполняемости формы, из-за чего могут остаться незаполненные пустоты.
- Не нужно дополнительно остужать металл, процесс охлаждения должен происходить естественным путем.
Предупредив появление вышеуказанных ошибок, можно получить качественный результат.
Литье алюминия в домашних условиях
Существует несколько методик литья алюминия, которые используются на производстве, в промышленных масштабах. Но если речь идет о работе в быту, то наиболее приемлемый способ – заливка жидкого алюминия в самодельные формы. Вот о такой технологии и пойдет речь.
Вот о такой технологии и пойдет речь.
Прежде чем разбираться с нюансами литья, целесообразно вспомнить о некоторых характеристиках этого металла. Алюминий плавится при температуре около 660 °С (зависит от его чистоты), а закипает – при 2 500. Еще одна его особенность, которую нужно принять во внимание – быстрое окисление при прямом контакте с воздухом.
Различных «инженерных решений», реализуемых при самостоятельном литье алюминия в домашних условиях, достаточно много. «Народные умельцы», зная его характеристики, сами подбирают необходимые приспособления и материалы. Одна из основных проблем – из чего и как изготовить форму для заливки. Именно на этом чаще всего и «спотыкаются» люди, не имеющие практического опыта. Поэтому рассмотрим только один из простейших вариантов, так как охватить все способы в одной статье – нереально.
Начнем с того, что нужно будет приготовить для литья:
Лом алюминия
С этим металлом встречался каждый из нас. Но все ли замечали, что, к примеру, проволока из алюминия бывает разной.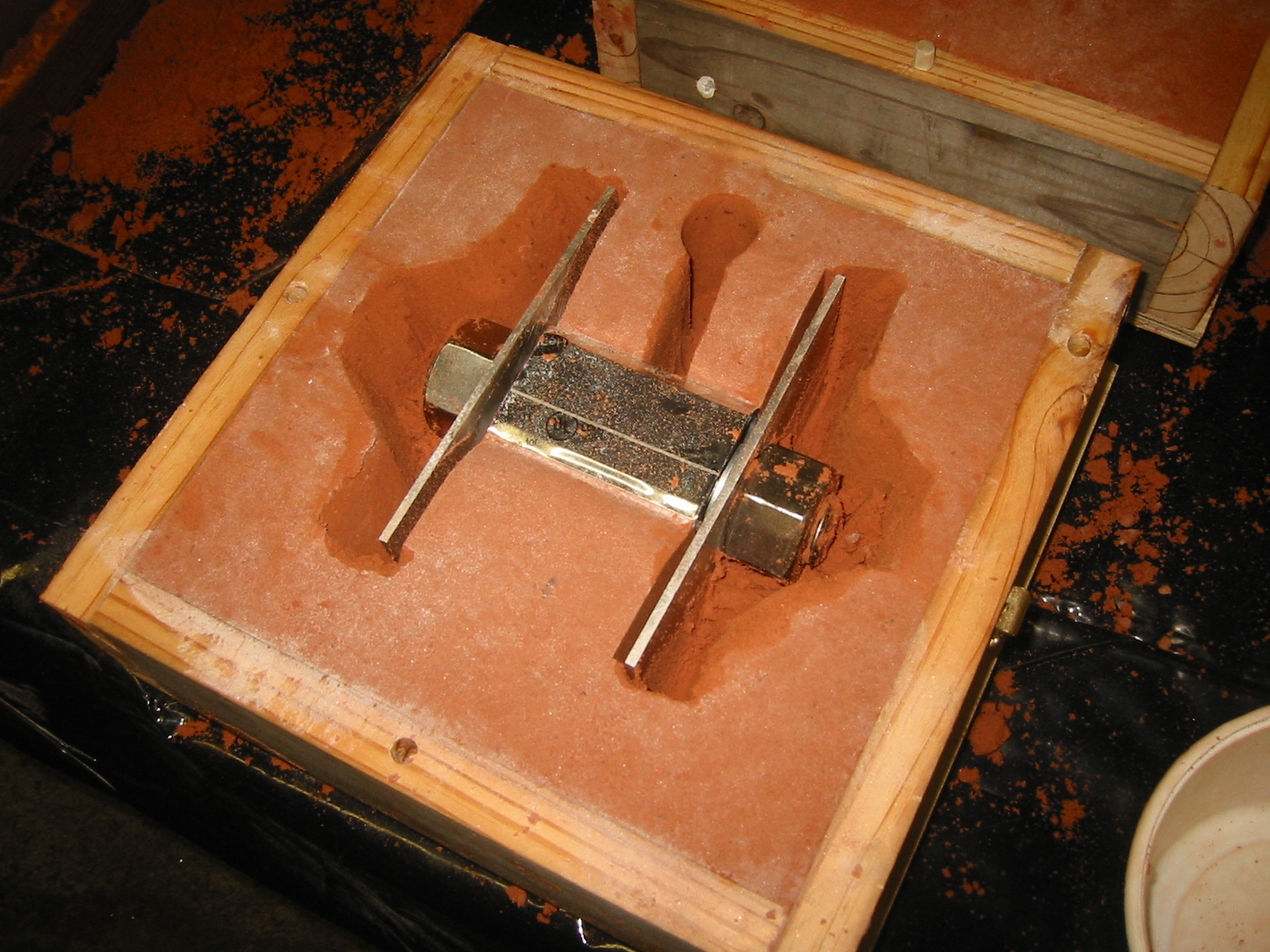 Одна легко гнется, как пластилин, а другая – более твердая, менее податливая. Для литья желательно выбирать ту, что помягче, так как в таком материале, условно говоря, меньше оксидов и больше «чистого» алюминия.
Одна легко гнется, как пластилин, а другая – более твердая, менее податливая. Для литья желательно выбирать ту, что помягче, так как в таком материале, условно говоря, меньше оксидов и больше «чистого» алюминия.
Гипс
Самый простой вариант для работы на дому. Лучшая его марка – скульптурный (маркируется «Г – 16»). Но его еще предстоит найти, да и стоимость такого качественного продукта довольно высокая. Поэтому в бытовых условиях чаще используется белый гипс (обозначается «Г – 7»), который не является дефицитом. Его можно купить в любом специализированном магазине по продаже стройматериалов.
Он по внешнему виду очень похож на алебастр, и их легко перепутать. Кроме того, продавец, не зная, для чего покупателю нужен гипс, вместо него может предложить этот «аналог». В строительной сфере материалы часто заменяют друг друга, так как многие их характеристики схожи. Но для изготовления форм алебастр точно не подходит! Это нужно учесть.
Воск
Данный материал упоминается практически во всех рекомендациях по самостоятельному литью металлов. Действительно, это лучший вариант, но только если речь идет об изготовлении небольших деталей. Чистый воск стоит дороговато, и покупать его в больших объемах смысла нет. Тем более что повторно он использоваться уже вряд ли будет.
Действительно, это лучший вариант, но только если речь идет об изготовлении небольших деталей. Чистый воск стоит дороговато, и покупать его в больших объемах смысла нет. Тем более что повторно он использоваться уже вряд ли будет.
На практике берутся обычные свечи, которые есть в любом отделе хоз/товаров. Какие они – стеариновые или парафиновые – не суть важно. Количество зависит от габаритов требуемой детали, «болванка» которой и будет готовиться из них.
В процессе работы понадобится и еще кое-что. Это станет понятно при рассмотрении технологии литья, а выбор конкретных материалов зависит от сообразительности и возможностей мастера.
Емкости для плавления
Растапливать свечи можно и в обычной «жестянке». А вот для алюминия посуда нужна попрочнее, так как ее придется довольно сильно нагревать.
Источник высокой температуры
Что можно использовать? Муфельную печь или самодельный тигел/газовый горн. Главное – добиться требуемой температуры плавления. Что касается последнего «прибора» (тигеля), то из рисунка понятно, как он устроен. Нужно только учесть, что кирпич должен быть обязательно огнеупорным.
Что касается последнего «прибора» (тигеля), то из рисунка понятно, как он устроен. Нужно только учесть, что кирпич должен быть обязательно огнеупорным.
При использовании для разогрева материалов достаточно мощной печкой необходимо включить в цепь ее питания какой-нибудь регулятор температуры (если его нет). Такая модернизация сэкономит время, нервы и эл/энергию. Достаточно установить простейший реостат или регулируемый трансформатор (ЛАТР). Иначе придется постоянно заниматься включение/выключением прибора, чтобы не «загнать» температуру.
Технология литья
Изготовление «болванки»
Задача состоит в том, чтобы расплавить парафин и залить его в форму с определенными линейными параметрами. После его остывания из отвердевшей массы несложно вырезать точную копию требуемой детали. Самый простой способ – взять коробку из-под обуви. В принципе, такую «опалубку» несложно сделать из картона, фанеры, скрепив всю конструкцию клейкой лентой.
Особенность работы
- Залитая масса остывает очень долго, причем не следует ускорять этот процесс принудительно. Отвердевание должно идти естественным путем, тогда структура болванки будет однородной по всей толщине. Ждать придется не меньше суток, так как верхняя твердая корка – еще не показатель, что внутри парафин затвердел.
- Используемый материал характеризуется значительной усадкой. Другими словами, в центральной части формы масса в процессе остывания несколько «просядет». Рассчитывая габариты нужной заготовки, это следует учесть и заливать парафин с некоторым запасом по объему.
 Отвердевание должно идти естественным путем, тогда структура болванки будет однородной по всей толщине. Ждать придется не меньше суток, так как верхняя твердая корка – еще не показатель, что внутри парафин затвердел.
Отвердевание должно идти естественным путем, тогда структура болванки будет однородной по всей толщине. Ждать придется не меньше суток, так как верхняя твердая корка – еще не показатель, что внутри парафин затвердел.Так как из готового образца придется вручную вырезать деталь, то понятно, что при отсутствии опыта (может быть, и способностей) все сделать точно и с первого раза не получится, особенно если нужно отлить что-то довольно сложной конфигурации. А у забракованной «болванки» путь один – на переплавку.
Чтобы не тратить зря время, их желательно подготовить две. Если первая и будет испорчена, то уже со второй, учитывая приобретенный опыт, работа пойдет успешнее. Учитывая, что свечи стоят копейки, это не «ударит по карману».
Изготовление формы
Рекомендаций по ее подготовке достаточно. Один из простых способов – сделать ее из оргстекла. Такой «аквариум» собирается скреплением вырезанных кусков оргалита при помощи пластилина. Им же производится и герметизация всех стыков.Изготовление шаблона детали
На дне «аквариума» помещается «болванка». Чтобы в процессе заливки раствора она не сместилась, ее фиксируют тем же пластилином.
Нужно учесть, что вся остальная работа делается быстро, так как гипс хорошо схватывается. Но в чистом виде этот материал не применяется. Используется его смесь с песком мельчайших фракций (50 на 50). Иначе в массе гипса останется вода, которая после заливки алюминия начнет испаряться. Это приведет к образованию раковин в готовой детали.
Смесь разводят до состояния сметаны средней густоты, после чего раствор загружается в форму. Нужно его готовить столько, чтобы «болванка» была им полностью накрыта. В данном случае экономить на материале не стоит, тем более что и цена на него небольшая.
После застывания залитой массы «аквариум» демонтируется. Остается только удалить из гипса парафин. Вытопить его несложно. Например, положить гипсовый шаблон днищем вверх на лист железа, а его – на открытый огонь. Но это не гарантирует «чистоты» внутренностей формы. Если деталь – не просто металлическая пластина или что-то подобное, а имеет выступы, вырезы и так далее, то используется другой способ.
Берется ненужная металлическая тара, в которую ставится гипсовый шаблон и наливается вода. Посуда помещается на огонь, и при закипании жидкости парафин начнет собираться вверху (всплывать). Но отмыть емкость потом вряд ли получится.
После окончания процесса вытапливания гипс высушивается. Температура должна быть небольшая, иначе материал может «перегореть» и деформироваться, особенно тонкие части шаблона.
 com/embed/OftYdDLp7g8″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
com/embed/OftYdDLp7g8″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Заливка алюминия
Ничего сложного в этом нет, только один нюанс. Необходимо наготове держать ложку из «нержавейки», которой сразу же снимается образующаяся пленка окисла.
Несколько замечаний
- Форму-«аквариум» можно сделать из любых подручных материалов. Главное, чтобы она не развалилась во время заливки гипса, и чтобы потом ее можно было легко разобрать.
- В качестве источника тепла не обязательно искать муфельную печку или монтировать тигель. Нужно попробовать, будет ли приготовленный алюминиевый лом плавиться, например, от газовой горелки. Возможно, достаточно будет и аргонной сварки. Пробуется все, что есть в хозяйстве.
При самостоятельном литье необходимо экспериментировать, так как суть всех операций изложена вполне понятно, а приведенные примеры по оборудованию и материалам не являются догмой.
Литье алюминия в домашних условиях, пресс формы и смеси
Процедуру литья алюминия можно провести в домашних условиях. Существует множество разных методик, обладающих своими плюсами и минусами, поэтому иногда сделать выбор может быть непросто, именно в этой статье будет разобран вопрос: «Как совершить литье алюминия в домашних условиях?».
Существует множество разных методик, обладающих своими плюсами и минусами, поэтому иногда сделать выбор может быть непросто, именно в этой статье будет разобран вопрос: «Как совершить литье алюминия в домашних условиях?».
Интересный факт, что алюминий является самым популярным металлом в мире. Он широко используется для промышленных производств различных сфер жизни. Не обошел он стороной и различные домашние производства. Чем же обусловлен такой большой спрос? Небольшой вес и отличные характеристики, легко подается ковкости, является пластичным металлом. Но несмотря на обширный спектр методик обработки, этот вопрос иногда создает трудности. Например, изготовление формы иногда оказывается непосильной задачей.
Для начала следует вспомнить некоторые свойства алюминия. Он плавится при температуре 660 градусов, а его температура кипения – 2500 градусов. Главная особенность, на которую стоит обратить внимание – чрезвычайно быстрое окисление в случае контакта с воздухом. Зная свойства алюминия можно заниматься его литьем даже дома, многие люди самостоятельно создают различные устройства, помогающие в этом деле. Но большее количество проблем возникает именно на моменте изготовления формы для заливки.
Но большее количество проблем возникает именно на моменте изготовления формы для заливки.
Как отлить алюминий дома?
Технология домашнего получения алюминия практически идентична промышленным способам. Поэтому при отливе требуют использовать заводские методы с небольшими поправками на масштабы производства и домашние условиях. Наиболее распространенная технология лить алюминия дома – использование форм.
Пресс-форм для литья алюминия
Учитывая все вышесказанное, требуется подобрать необходимое оборудование (печь для лома алюминия) и соорудить форму для литья (как сделать будет рассмотрено позже).
Сам процесс будет состоять из нескольких этапов:
- Очищение лома от грязи, примесей и различных наполнителей, которые могут повлиять на конечную чистоту сплава. На этом же этапе требуется измельчить алюминий до малого размера.
- Проводится процесс плавления при помощи заранее подобранного способа. Полное расплавление металла позволяет убрать из массы металла все ненужные добавки. А также на этом шаге подбирается формовочная смесь.
- Последним шагом станет добавление алюминия в подготовленную форму для плавления. Далее, следует дождаться затвердевания массы и после этого можно освобождать сплав от формы.
 А также на этом шаге подбирается формовочная смесь.
А также на этом шаге подбирается формовочная смесь.На этом процесс литья будет завершен. На протяжении всей процедуры следует соблюдать правила безопасности при работе с раскаленным металлом.
Подготовка материалов для литья
На первом этапе требуется подготовить алюминиевый лом. Важно понимать, что алюминий бывает разных видов, например, если взять проволоку, то может попасться та, что очень легко гнется, а можно выбрать практически не поддающуюся физическому воздействию.
Если вы собрались заниматься литьем алюминия, то выбор следует остановить на той, что более мягкая, именно такой материал содержит малое количество оксидов.
Второй этап заключается в подборе гипса. Именно из него изготавливается форма, если работы идут на дому. Наиболее выгодная марка – гипсовая. Однако стоимость такого продукта довольно высока и найти его бывает непросто, поэтому допускается использование белого гипса.
Однако стоимость такого продукта довольно высока и найти его бывает непросто, поэтому допускается использование белого гипса.
Его покупка возможна в любом магазине строительных материалов. Но остерегайтесь такого материала, как алебастр. Он крайне похож на гипс и именно его может посоветовать продавец в качестве замены, однако, для наших целей его применение невозможно.
На третьем этапе нужно подобрать воск, именно он является лучшим вариантом для литья деталей малого размера. Чистый воск стоит довольно дорого и его покупка возможна лишь в больших объемах, что не имеет никакого смысла, поэтому лучше всего приобретать обычные свечи, неважно какого вида. Именно при помощи их и будет происходить изготовления пресс форм.
Последнее, что нам понадобится это емкость для растапливания алюминия, сделанная из чего-то прочного, ведь ей предстоит выдержать нагревание до высоких температур. А также нельзя обойтись без главного – источника температуры.
Для этого можно использовать что угодно, хоть газовый горн, хоть самодельную печь, это неважно. Все, что нам требуется – достичь нужной температуры.
Все, что нам требуется – достичь нужной температуры.
Литье алюминия в домашних условиях от формы до плавки
Изготовление форм для литья
В домашнем производстве невыгодно использовать промышленные пресс-формы для литья алюминия. Процесс получится сложным и дорогим, да и сами приборы занимают очень много места.
Для того чтобы алюминий принял нужную форму, можно прибегнуть к использованию земли или изготовлению формы самостоятельно. Под первым вариантом предполагается, что пользователь должен вырыть яму определенно формы, в которую и будет производиться заливка алюминия.
Но мы пойдем другим путем и изготовим формы своими руками. Для этого можно использовать пенопласт, из которого просто вырезается нужная форма. Литье алюминия в пенопласт является безопасным и эффективным.
Литье алюминия по газифицируемым моделям
А также можно использовать гипс или цемент, но использование второго способа нецелесообразно, так как форма будет иметь только прямоугольный вид. При помощи гипса можно создать любую конфигурацию.
При помощи гипса можно создать любую конфигурацию.
Самодельные печи
К печам, в которых будет расплавлен алюминий, не предъявляется практически никаких требований, нужно достичь температуры 600 градусов и все. Необходимость печи возникает из-за того, что открытый огонь не обеспечивает такой температуры, именно поэтому приходится создавать закрытое пространство, разогретое до такой температуры.
Можно изготовить печь из старых кастрюль. Делается это довольно просто: нужно взять кастрюлю с проделанным сбоку отверстием для воздуха, подавать воздух (например, при помощи шланга от пылесоса), в устройство закладывается уголь и поджигается, начинается подача воздуха для удерживания пламени, емкость обкладывается углем со всех сторон и для выхода дыма немного открывается крышка.
Независимо от формовки изделия, температура во всей печи будет находиться на одинаковом уровне.
Отличным вариантом будет использование газовой горелки.
Горелка газовая
Следует знать, что такой способ возможно использовать при отливке небольших штучных изделий. Печь можно соорудить при помощи двух консервных банок, вставленных друг в друга. При таком использовании нагревается только нижняя емкость, а наружная выступает в качестве оболочки, удерживающей тепло. Конструкция может быть прикрыта крышкой для отвода продуктов горения.
Печь можно соорудить при помощи двух консервных банок, вставленных друг в друга. При таком использовании нагревается только нижняя емкость, а наружная выступает в качестве оболочки, удерживающей тепло. Конструкция может быть прикрыта крышкой для отвода продуктов горения.
Ошибки при литье
Литье алюминия в гипсовые формы часто сопровождается тремя основными ошибками, возникающие при неправильном проведении работ.
- Перед изготовлением гипсовых форм нужно убедиться в том, что вся влага испарилась, в противном случае она исчезнет под давлением и превратится в пар, который останется на алюминии в виде пор.
- В случае малого нагрева формы, алюминий не сможет полностью ее заполнить и некоторые участки могут остаться пустыми.
- Распространенный способ закалки – опускание раскаленного металла в воду. В случае с алюминием этого делать нельзя, произойдет нарушение внутренней структуры металла.
Зная эти ошибки, вы сможете не повторять их и избежать неприятных казусов во время процедуры литья и изготовления пресс формы для литья алюминия.
Видео: Пошаговая инструкция по выбору алюминия в домашних условиях
ЛИТЬЕ АЛЮМИНИЯ дома под давлением [оборудование, формы]
[Литье алюминия в домашних условиях] может быть выполнено по нескольким различным методикам, каждая из которых имеет как свои достоинства, так и некоторые недостатки.
Вообще в настоящее время алюминий широко используется в самых разных промышленных сферах.
Большой популярностью этот универсальный металл пользуется и у домашних мастеров.
Высокий спрос на алюминий объясняется оптимальными эксплуатационными характеристиками этого материала, его сравнительно небольшим весом.
Кроме этого, алюминий имеет высокие показатели по ковкости и пластичности.
Между тем, несмотря на большое количество достоинств, алюминий все же сложно поддается различным видам обработки ввиду некоторых своих характерных особенностей.
Литье позволяет достаточно быстро изготовить из этого универсального материала самые разные детали для промышленных и бытовых нужд.
Сам процесс может производиться как под давлением, так и при помощи форм. В первом случае потребуется специальное оборудование, а также технология.
Данный метод подразумевает использование специальных пресс-форм.
Легче всего своими руками выполнить литье алюминия при помощи обыкновенных форм, для чего следует приготовить специальную смесь.
В этом случае также используется определенная технология, которую достаточно просто освоить.
Особенности промышленного процесса
Плавлением, а соответственно, и литьем всевозможных деталей из алюминия люди занимаются на протяжении многих лет.
Его температура плавления, которая составляет чуть более шестисот градусов по Цельсию, не требует использования какого-то специфического оборудования.
Данный материал за счет своей высокой пластичности способен приобретать практически любую форму.
Изначально для изготовления деталей из алюминия при помощи его литья использовали разнообразные формы, которые вставляли в землю.
Чуть позже появились гипсовые формы, которые изготавливались своими руками.
Видео:
В настоящее время практикуется использование специальных пресс-форм, при помощи которых изготовление самых разных деталей из алюминия производится под давлением.
Следует отметить, что и в том и в другом случае выплавляемым деталям можно придавать практически любую необходимую форму.
В любом случае, технология литья данного металла всегда оставалась практически оной и той же, за исключением некоторых особенностей.
Сегодня на крупных промышленных предприятиях практикуется литье под большим давлением, при котором практически полностью отсутствует усадка.
Конечно, для этого используются специальные машины и оборудование, которое нельзя использовать в домашних условиях.

Технологически процесс литья алюминиевых заготовок на промышленных предприятиях с использованием машин и специального оборудования выглядит достаточно сложно.
Необходимое рабочее давление создается за счет работы поршня, который в свою очередь приводится в движение сжатым воздухом.
В этом случае используются эмульсионный состав, а также масло, которые способствуют ускорению его движения.
Алюминий, разогретый до температуры плавления, с большой скоростью поступает в специальную пресс- форму под большим давлением и полностью ее заполняет.
При этом усадка залитого металла практически полностью исключена.
Литье алюминиевых деталей под большим давлением имеет огромное количество достоинств, среди которых особенно выделяется высокая производительность данного процесса.
Видео:
Кроме этого можно отметить и высочайшую точность получаемых таким образом изделий, а также практически полное отсутствие какого-либо брака.
Данная технология успешно применяется при необходимости изготовить детали, используемые в приборостроении, а также авиастроении.
Использование пресс-форм в этом случае позволяет использовать расплавленную смесь практически любой температуры.
Необходимое оборудование
Для литья алюминиевых деталей различного назначения с высокой точностью непосредственно под давлением необходимо специальное оборудование для литья алюминия и автоматические машины.
В этом случае не обойтись и без прочных пресс-форм. Для литья алюминия пресс-формы в станок, как правило, изготавливают из стальных сплавов.
Они должны иметь практически идеальную поверхность отливки, а какие-либо искажения размеров и геометрической конфигурации недопустимы.
Такая пресс-форма должна иметь специальный механизм, который позволит легко доставать из нее готовое изделие.
Кроме этого, в состав пресс-форм должны входить и такие элементы, как подвижные металлические стержни, которые участвуют в образовании внутренних полостей заготовок.
Выплавляемым изделиям, которые будут заливаться в такие формы, можно придавать практически любую конфигурацию, которая, главным образом, зависит от самих форм.
В данном процессе литья алюминиевых изделий также участвуют специальные литейные машины, а также некоторое другое оборудование.
Данные машины могут быть оснащены, как холодной, так и горячей камерой, в которой и происходит процесс прессования форм.
Машины, которые имеют горячую камеру для плавления металла, как правило, используются для производства сплавов, основу которых составляет преимущественно цинк.
В них необходимое давление нагнетается за счет использования сжатого воздуха или поршня.
При помощи давления расплавленная смесь постепенно вытесняется во внутреннее пространство предварительно подготовленных форм.
В свою очередь машины, в которых используется холодное давление, преимущественно применяются в том случае, когда необходимо выполнить отливки с добавлением магниевых и медных сплавов.
В этом случае расплавленная смесь за счет литья поступает во внутреннюю поверхность форм под достаточно высоким давлением, которое в некоторых случаях может составлять порядка семисот мега паскаль.
За счет литья под давлением удается добиться высоких показателей производительности, а кроме этого, нет необходимости подвергать детали дополнительной механической обработке.
Используемые при этом машины, как правило, предназначены для различных типов форм.
Такие машины могут различаться по моделям, в зависимости от некоторых параметров работы. На видео ниже показан процесс литья алюминия под давлением, при котором используется специальное оборудование.
Видео:
Особенности производства форм
Использовать в домашних условиях специальные машины для литья своими руками алюминия не целесообразно не только в экономическом плане, но и ввиду сложности самой технологии процесса.
К тому же оборудование, работающее под давлением, имеет достаточно большие габариты.
Придать выплавляемым изделиям из алюминия необходимую форму в условиях дома можно при помощи ручного метода «в землю», который подразумевает использование формы, изготовить которую тоже можно своими руками.
Некоторые умельцы используют способ — литье в землю, который позволяет получить детали из алюминия необходимой формы.
Выплавляемым моделям форм можно придать самую разную конфигурацию, притом, что сами формы в домашних условиях изготавливают ручным способом из подручных материалов.
Так, данную деталь можно сделать из обычного цементного раствора, правда в этом случае выплавляемым заготовкам можно будет придать форму в виде прямоугольника или квадрата.
На видео, которое размещено ниже, показан процесс заливки алюминия в цемент. Достаточно часто для литья используют гипсовые формы.
В этом случае гипсовым моделям можно придать практически любую конфигурации. Важным показателем при литье является усадка.
Важным показателем при литье является усадка.
Усадка алюминия при застывании должна быть минимальной.
Моделям под заливку алюминия можно придать практически любую конфигурацию за счет использования воска.
Следует отметить, что в этом случае при помощи воска можно наладить производство из алюминия только небольших по своим габаритам деталей.
За счет некоторых эксплуатационных свойств данного материала, моделям из воска можно придавать даже сложную конфигурацию, при этом следует отметить, что с помощью нее возможно только единоразовое изготовление деталей.
Видео:
При помощи литья можно достаточно просто изготовить деталь, основным материалом которой будет дюраль.
Дюраль состоит, главным образом, из сплава алюминия с некоторыми другими компонентами.
В этом случае следует отметить то, что выплавляемым из дюрали заготовкам, необходимо большее количество времени на застывание.
Моделям, которые предназначены под литье металла, следует в обязательном порядке проводить предварительную подготовку, которая заключается в очищении их поверхности и нанесении в качестве смазки масла.
Для литья своими руками не требуется специальное оборудование, а все необходимое можно найти дома.
Порядок работ
Наладить изготовление деталей из алюминия путем литья в домашних условиях достаточно просто, при этом нет необходимости приобретать дорогостоящее оборудование.
Моделям, которые будут участвовать в процессе литья, необходимо очистить и смазать внутреннюю поверхность. Если вы используете метод «в землю» — тоже необходима подготовка.
При этом следует проконтролировать, чтобы технологическое углубление в точности повторяло контуры будущей детали.
При выполнении работ важным параметром является усадка расплавленного алюминия.
Усадка при выполнении заливки должны быть минимальной, в противном случае размеры детали не будут соответствовать заданным.
Для того чтобы усадка при застывании алюминия имела минимальный показатель, необходимо на форме сделать из глины небольшой кант, по который и заливать в нее расплавленный металл.
Для расплавления алюминия, как правило, используют стальную емкость и специальную печь.
На видео, которое размещено ниже, показано литье деталей из алюминиевого металла ручным способом.
Видео:
Для того чтобы лить из алюминия самые разные детали, нет необходимости приобретать дорогостоящее оборудование.
Все что нужно для работы, можно найти в домашнем хозяйстве.
При этом при выполнении работы не стоит забывать и о правилах по технике безопасности.
Рекомендуется использовать специальную одежду, которая защитит кожные покровы от возможных ожогов.
Литье алюминия в домашних условиях технология, фото и видео
Литье алюминия дома считается прекрасным увлечения, которое поможет скоротать свободное время и может спасти в самый неподходящий момент. Есть несколько методик аналогичного литья, много из которых используется в товарном производстве, однако некоторые также подойдут для бытового назначения.
Есть несколько методик аналогичного литья, много из которых используется в товарном производстве, однако некоторые также подойдут для бытового назначения.
Алюминий обрел широкую популярность у домашних мастеров. Это связано с его рабочими характеристиками, не тяжёлым весом и обычностью литья. При помощи литья можно без проблем и легко сделать разные детали, нужные для домашних потребностей.
Самыми популярными способами считаются: литье под давлением и литье при помощи форм. Первый способ просит особенного оборудования, по этому достаточно популярным считается второй. Это самая обычная технология, которую можно использовать дома.
Характеристики алюминия
Алюминий – серебристо-серый металл, выделяющейся пластичностью и легкостью, достаточно хорошо поддается штамповке и хорошо гнется. Температура плавления алюминия будет примерно 660 градусов, а точка кипения 2500 градусов.
Данный металл выделяется большой степенью проводимости тепла. Ему отличительно активное взаимное действие с кислородом, благодаря чему на поверхности алюминия образуется оксидная пленка. Она выделяется цветом и физическими свойствами, оберегает металл от полного окисления под влиянием внешней агрессивной среды. Имеет большую температуру плавления, превышающую температуру алюминия, что оказывает влияние на итоговый результат.
Она выделяется цветом и физическими свойствами, оберегает металл от полного окисления под влиянием внешней агрессивной среды. Имеет большую температуру плавления, превышающую температуру алюминия, что оказывает влияние на итоговый результат.
Данный металл имеет особенность изменения структуры после плавки. Внезапное его охлаждения не неплохо бы, так как оно может привести к усадке полученного изделия. Данное свойство необходимо учесть про домашнем литье алюминиевых изделий.
Технология
Технология литья деталей из алюминия дома неимоверно проста, но просит щепетильного выполнения требований и пристального внимания к деталям. Самая простая технология состоит в заливке расплавленного алюминия в подготовленные формы. При этом нужно иметь самый маленький набор нужного оборудования.
Ключевой задачей считается расплавление воска или парафина в середине формы со сменой пустых мест алюминием, после этого остывшую деталь легко можно достать. Первое, что необходимо сделать – это приготовить опалубку, в качестве которой можно взять любую коробку из картона, к примеру, из-под обуви, или сделать ее из фанеры. В нее заливается парафин или воск.
Первое, что необходимо сделать – это приготовить опалубку, в качестве которой можно взять любую коробку из картона, к примеру, из-под обуви, или сделать ее из фанеры. В нее заливается парафин или воск.
Парафиновая форма для литья
Во время работы с парафином необходимо учесть определенные свойства:
- Залитый в форму парафин довольно быстро стынет, по этому не следует делать данный процесс быстрее. Деталь должна остынуть собственными силами, это даст возможность сберечь гомогенную структуру. Для полнейшего остывания необходимо обождать около суток, после этого можно перейти к его отделке.
- Парафин может сильно просесть в самом центре заготовки, по этому необходимо брать во внимание данный факт при оценке нужных габаритов заготовки.
Вырезать правильную форму из заготовки – очень сложная задача. По этому человек, который не имеет должного навыка, не сможет справиться с ней.
Чтобы не терять время, рекомендуется делать одновременно несколько заготовок, чтобы в случае неудачи можно было быстро залить новую форму.

Форму для заливки алюминия следует сделать из органического стекла, который прочно скрепляется герметиком. После чего на дне подготовленного «аквариума» размещается заготовка, которую необходимо зафиксировать, чтобы она не сместилась в процессе заливки гипсом. Сделать это можно при помощи пластилина.
После необходимо приготовить смесь на гипсовой основе, которая приготавливается с добавкой мелкозернистого песка (по соотношению один к одному). Это немаловажно, так как чистый гипс имеет много влаги, которая выветривается при отливке детали и оказывает влияние на качество готового изделия.
Смесь должна быть гомогенной, консистенция должна напоминать сметану. Важно, чтобы смесь полностью покрывала парафиновую заготовку.
Необходимо не забывать, что гипс довольно быстро застывает, по этому проводить работы необходимо в быстром темпе. Полностью залив форму, ее стоит потрясти, чтобы освободится от воздушных пузырьков.
После того как застынет гипса форму из органического стекла следует снять. После следует убирание парафина. Это можно создать, положив форму вверх ногами на горячий лист железа, разогреваемого на огне. Также можно кипятить форму в водной массе, что даст возможность очень внимательно освободится от парафина. После чего гипсовую форму необходимо высушить.
Есть несколько вариантов расплавления алюминия, но технология литья дома учитывает самостоятельное изготовления тигельной печи или применение муфельной. Тигельная печь делается исключительно из шамотного кирпича.
Плавка алюминия дома
После расплавления металла можно начинать процесс литья алюминия. При помощи ложки из нержавейки необходимо снять окисную пленку. Плавление металла можно попробовать произвести при помощи атмосферной горелки, которой вполне достаточно при минимальном объеме.
После того как застынет форма достается из гипса, очищается и полируется.
Технология может видоизменятся в зависимости от требований к готовому изделию и имеющихся инструментов. Методом проб и ошибок можно достичь самой лучшей технологии.
Методом проб и ошибок можно достичь самой лучшей технологии.
Подготовка деталей
Домашнее литье просит особенной подготовки, а еще наличия конкретных инструментов, посреди которых необходимо выделить:
- Алюминиевый лом. В качестве лома можно применять много изделий, в том числе проволоку. Но нужно выбрать более мягкую, так как она имеет малое число оксидов.
- Гипс. Формы для литья алюминия дома наиболее целесообразно делать из скульптурного гипса. Но цена его очень большая, по этому прекрасно подойдет обыкновенный белый гипс. Его не сложно отыскать в каждом магазине, который продает строительные материалы и инструменты. Главное, не спутать его с строительным гипсом, который похож на белый гипс, но решительно не подойдет для литья.
- Воск или парафин. Воск считается прекрасным вариантом, но парафин доступнее и его легче отыскать. Можно применять обыкновенные свечки, избавившись от фитиля и расплавив их.
- Емкости для плавления. Для плавления парафина можно применять обыкновенную жестяную посуду, а вот для плавления алюминия лучше всего использовать тару из нержавеющей стали или чугуна.
- Источник большой температуры. Применять можно как специальные муфельные или тигельные печи, так и обыкновенные атмосферные горелки. Выбор источника нагрева индивидуален, зависит от объема необходимого металла который расплавлен.

Рукодельный горн для плавки
Главные ошибки при литье алюминия
Большинство новичков во время изготовления металлических отливок выполняют обычные ошибки, по этому перед проведением работ рекомендуется с ними познакомиться. Необходимо отметить такие основные ошибки:
- Необходимо очень тщательно делать гипсовую форму. Чрезвычайно важно, чтобы из нее полностью выветрилась вся влага. Если этого не случится, то во время заливки металла влага испарится, оставив поры и пустоты. Это существенно оказывает влияние на качество готового изделия.
- Недостаточный нагрев металла может привести к плохой заполняемости формы, благодаря чему остаются незаполненные пустоты.
- Не надо дополнительно охлаждать металл, процесс охлаждения должен происходить настоящим путем.

Предупредив возникновение указанных выше ошибок, можно получить результат высокого качества.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Похожие статьи
Литье алюминия в домашних условиях в гипсовые и другие формы
Алюминий – металл, который широко используется в промышленности и быту.
Из него производят не только детали самолетов и кораблей, но и посуду, и другие предметы утвари. Поэтому нередко возникает потребность в самостоятельном изготовлении алюминиевых деталей, вышедших из строя.
Производить из него литые изделия в кустарных условиях позволяет свойство алюминия плавиться при относительно невысоких температурах. Для того чтобы самостоятельно изготавливать литые изделия из алюминия, нужно знать поведение этого металла при высоких температурах и его физико-химические свойства.
Для того чтобы самостоятельно изготавливать литые изделия из алюминия, нужно знать поведение этого металла при высоких температурах и его физико-химические свойства.
Характеристики алюминия
Температура плавления алюминия зависит от степени чистоты металла и составляет приблизительно 660 °C. Его точка кипения – 2500 °C.
Алюминий отличается своей легкостью и пластичностью, поэтому хорошо гнется и поддается обработке штамповкой.
Этот металл является отличным проводником тепла и активно вступает в химическую реакцию при высоких температурах с кислородом воздуха, образуя на поверхности окисную пленку. Она защищает алюминий от дальнейшего окисления, однако при расплавлении лома существенно отражается на составе сплава. В процессе плавки металла структура алюминия меняется.
При его резком охлаждении могут возникнуть внутренние напряжения и усадка полученного сплава. Это надо учитывать при работе с алюминием в домашних условиях.
Технологии домашнего литья алюминия и необходимое оборудование
Принцип литья алюминия в домашних условиях должен исходить из технологии его получения на производстве с поправкой на условия, которые можно использовать дома.
Алюминиевые изделия путем литья получают несколькими способами. В бытовых условиях наиболее распространенным и удобным способом является технология литья алюминиевого расплава в специально изготовленные формы.
Поэтому для проведения процесса необходимо обеспечить две вещи:
- соорудить печь для расплавления алюминиевого лома;
- создать нужную форму для получения литого сплава или отдельной детали.
Процесс литья должен включать несколько этапов:
- Подготовка алюминиевого лома, включающая очистку от грязи, примесей и разных наполнителей, а также его измельчение до небольшого размера.
- Проведение процесса плавки запланированным способом. При полном расплавлении металла с его поверхности нужно удалить шлаковые образования.
- Заполнение приготовленной формы жидким алюминиевым расплавом. После отвердевания слиток освобождается от формовочной массы.
Рассмотрим, как плавить алюминий в домашних условиях, какие конструкции печей для расплавления металла можно использовать, а также варианты самостоятельного изготовления формы.
Самодельные печи и способы расплавления алюминия
Для того чтобы расплавить алюминий, нужно разогреть его до температуры, близкой к 660 °C. На открытом пламени костра такой температуры невозможно достичь. Поэтому необходимо закрытое пространство, которое может обеспечить самодельная печь. Нагревать ее можно с помощью сжигания угля и дров или использования природного газа.
Можно также использовать электрическую муфельную печь, если она есть в хозяйстве.
При самостоятельно изготовленной печи нужно обеспечить принудительную вентиляцию для поддержания процесса горения.
1. Самый простой вариант самодельного очага можно изготовить из старых кастрюль.
Его конструкция выполняется следующим образом:
- В качестве каркаса используют стальную емкость, например, старую кастрюлю, сбоку которой нужно проделать отверстие для подачи воздуха через подведенный металлический патрубок.
- Воздух через шланг принудительно может подаваться с помощью пылесоса.
- Внутрь устройства проводится закладка каменного угля.
- Затем уголь поджигают и подают воздух, чтобы огонь не погас.
- Емкость для расплавления алюминия предварительно ставят внутри импровизированной печной конструкции и обкладывают ее с боков углем. При его сгорании обеспечивается равномерное распределение тепла.
- Чтобы тепло не расходовалось на окружающий воздух, сверху «кастрюльную» печь следует неплотно накрыть крышкой, оставив небольшую щель для выхода дыма.
Идеальной конструкцией может служить топливник, имеющий овальный свод, выполненный из кладочной смеси, применяемой для жаропрочного кирпича. В качестве каркаса для создания овального свода можно использовать цветочный горшок нужного размера.
После высыхания смеси получается добротный топливник, который может выдержать несколько плавок.
Видео:
2. Второй вариант печи подразумевает использование для нагрева алюминия пламени бытовой газовой горелки.
Второй вариант печи подразумевает использование для нагрева алюминия пламени бытовой газовой горелки.
Его можно применять только для штучных изделий из алюминия весом не более 150 грамм. Имитация печи создается с помощью использования двух емкостей, вставленных друг в друга с небольшим зазором. Это могут быть обыкновенные жестяные банки из-под консервов.
Внешняя банка должна иметь больший размер. В ней проделывается отверстие, диаметром около 4 см, чтобы обеспечить подвод пламени к внутренней банке.
Струя пламени должна поступать направленно в отверстие банки. Греется непосредственно только внутренняя емкость, а наружная служит оболочкой, удерживающей тепло. Сверху конструкцию нужно прикрыть имитированной крышкой, оставив зазор для отвода продуктов сгорания.
Такая конструкция является одноразовой и можно использовать только для одной плавки, т. к. жесть тонкая и может быстро прогореть.
Видео:
 Алюминиево-магниевый сплав. Литье алюминия в домашних условиях» src=»https://www.youtube.com/embed/1_wgC3JG0mg?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Алюминиево-магниевый сплав. Литье алюминия в домашних условиях» src=»https://www.youtube.com/embed/1_wgC3JG0mg?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Способы создания формы для литья алюминия
Одной из основных задач домашнего плавления алюминия является подготовка формы, в которую сливается расплавленный металл. Существуют разные варианты заливки алюминиевого расплава. Основными являются открытый и закрытый способ литья.
Открытый способ литья
Самый простой – это слив жидкого металла в подручную форму, например металлическую кружку или банку из-под консервов.
После застывания сплава болванку из емкости достают. Чтобы облегчить этот процесс, производят простукивание по неостывшей до конца форме.
Если не требуется придавать литью четкой формы, можно просто слить жидкий расплав на приготовленную устойчивую к горению поверхность.

Закрытая форма
При необходимости получения сложной отливки сначала изготавливают для нее форму, соответствующую всем параметрам детали. Чтобы обеспечить четкое соответствие изделия заданным параметрам, ее изготавливают из составных формовочных частей.
Материалы для литых форм
При открытом способе заливки часто используется самый простой материал, который всегда под рукой, это – кремнезем. Сначала земля укладывается с послойной трамбовкой. Между слоями закладывают макет отливки, который после тщательной трамбовки оставляет отпечаток в кремнеземе. Эту форму осторожно вынимают и заливают вместо нее алюминий.
Некоторые мастера используют при приготовлении основы формы речной песок с добавлением жидкого стекла. Также иногда применяется смесь цемента с тормозной жидкостью.
Видео:
Гипсовые формы
При изготовлении макета сложной формы часто используют гипс, который в основном может служить для разового процесса литья. При литье алюминия в гипсовую форму в качестве макетов используют парафин или пенопласт.
При литье алюминия в гипсовую форму в качестве макетов используют парафин или пенопласт.
Восковой макет изделия заливается гипсом и после его сушки при высокой температуре расплавляется и сливается через специальное отверстие.
В случае изготовления макета из пенопласта его заливают гипсовой смесью и оставляют в ней до полного отвердевания формы. Горячий алюминиевый расплав заливают прямо на пенопласт. Благодаря высокой температуре металла происходит расплавление и испарение пенопласта, а его место занимает алюминиевый расплав, принимая заданную пенопластом форму.
При использовании пенопласта в качестве макета работы необходимо проводить в открытом пространстве или обеспечить хорошее проветривание помещения, т. к. продукты горения пенопласта вредны для человека.
Видео:
Типичные ошибки и советы для правильного проведения литья
- При работе с гипсом следует избегать типичных ошибок. Несмотря на то, что гипсовые формы являются удобным способом отливки нужных конфигураций деталей, этот материал очень чувствителен к влаге. При обычной сушке на воздухе она остается в составе гипса. Это вредит качеству алюминиевой отливки, т. к. может спровоцировать образование мелких раковин и пузырьков. Поэтому сушить гипсовые формы нужно несколько суток.
- Металл перед заливкой должен быть достаточно горячим, чтобы успеть заполнить всю форму, прежде чем начать отвердевать. Поэтому после достижения температуры расплавления с учетом быстрого остывания алюминия не надо затягивать с его разливкой в форму.
- Не рекомендуется окунать полученную отливку в холодную воду для ускорения процесса отвердевания. Это может нарушить внутреннюю структуру металла и приведет к трещинам.
 Несмотря на то, что гипсовые формы являются удобным способом отливки нужных конфигураций деталей, этот материал очень чувствителен к влаге. При обычной сушке на воздухе она остается в составе гипса. Это вредит качеству алюминиевой отливки, т. к. может спровоцировать образование мелких раковин и пузырьков. Поэтому сушить гипсовые формы нужно несколько суток.
Несмотря на то, что гипсовые формы являются удобным способом отливки нужных конфигураций деталей, этот материал очень чувствителен к влаге. При обычной сушке на воздухе она остается в составе гипса. Это вредит качеству алюминиевой отливки, т. к. может спровоцировать образование мелких раковин и пузырьков. Поэтому сушить гипсовые формы нужно несколько суток.Видео:
P. S. Всё, можете начинать литье в домашних условиях!
S. Всё, можете начинать литье в домашних условиях!
Как отлить деталь из алюминия в домашних условиях
Для многих термин «литейное производство» тесно связано с непосильным трудом и специальными профессиональными умениями и навыками. На самом деле отлить деталь из необходимого металла реально для самого обычного человека без профессиональной подготовки в домашних условиях. Процесс имеет свои тонкости, но по силам для выполнения в домашних условиях своими руками. Внешне напоминает изготовление свинцовых грузов для рыбалки. Особенности процесса литья алюминия связаны с техническими характеристиками материала.
Характеристика алюминия. Алюминий один из самых распространённых металлов.
Он серебристо-белого цвета, достаточно хорошо поддаётся литью и механической обработке. В силу своих особенностей алюминий оснащён высокой теплопроводимостью и электропроводимостью, а также обладает коррозионной стойкостью.
В силу своих особенностей алюминий оснащён высокой теплопроводимостью и электропроводимостью, а также обладает коррозионной стойкостью.
У технического алюминия температура плавления равна 658 градусам, у алюминия высокой чистоты — 660, температура кипения алюминия составляет 2500 градусов.
Для отливки алюминия домашние нагревательные приборы вряд ли будут полезны и обеспечат нужной температурой. Нужно расплавить алюминий, нагревая его до температуры свыше 660 градусов.
Литье алюминия: выбор источника тепла
В качестве источника тепла для плавки алюминия можно использовать:
- Очень действенный способ достигается благодаря собственноручной тигельной муфельной печи. В рабочую поверхность данной печи устанавливается тигля (необходимый инструмент для плавки алюминия), в него добавляют сырье. С помощью муфельной печи можно очень просто отлить алюминий.
- Муфельная печь для плавки алюминия своими руками, тут!
- Для получения температуры плавления алюминия достаточно температуры горения сжиженного или природного газа, в этом случае процесс можно выполнить в самодельной печи.
- При небольшом объеме плавки можно воспользоваться теплом, получаемом при горении газа в бытовой газовой плите.
- Необходимую температуру обеспечат газовые резаки или ацетиленовые генераторы, если таковые имеются в домашнем хозяйстве.

Подготовка алюминия
Несмотря на то что процесс плавки будет выполняться в домашних условиях, к нему необходимо отнестись ответственно. Металл предварительно необходимо очистить от грязи, раздробить на небольшие куски. В этом случае процесс плавки пойдет быстрее.
Выбор останавливают на более мягком алюминии, как более чистом материале, с меньшим количеством примесей. Во время плавки с жидкой поверхности металла убирают шлак.
Литье в песчаные формы
Для изготовления деталей литьем применяется несколько технологий. Самая простая — литье в песчаные формы:
- Если требуется изготовить алюминиевую деталь простой формы, то выполнять литье можно открытым способом непосредственно в грунт — кремнезем. Изготавливают небольшую модель из любого материала: дерево, пенопласт. Устанавливают в опоку. Грунт укладывают вокруг небольшими слоями и тщательно трамбуют. После того как образец извлекают, кремнезем хорошо держит форму и литье выполняют прямо в нее.
 Изготавливают небольшую модель из любого материала: дерево, пенопласт. Устанавливают в опоку. Грунт укладывают вокруг небольшими слоями и тщательно трамбуют. После того как образец извлекают, кремнезем хорошо держит форму и литье выполняют прямо в нее.
Изготавливают небольшую модель из любого материала: дерево, пенопласт. Устанавливают в опоку. Грунт укладывают вокруг небольшими слоями и тщательно трамбуют. После того как образец извлекают, кремнезем хорошо держит форму и литье выполняют прямо в нее.- В качестве формирующей смеси можно использовать песок, соединенный с силикатным клеем, или цемент, замешанный на тормозной жидкости. Соотношение материалов должно быть таким, чтобы если смесь сжимать, она сохраняла форму.
Видео «Литьё алюминия в земляную (песочную) форму в домашних условиях»
Для деталей сложной формы применяется иная технология.
Литье по выплавляемым моделям
Этот известный давно способ для изготовления алюминиевых изделий в домашних условиях может быть немного изменен. Принцип литья заключается в следующем:
Из легкоплавкого материала изготавливается модель. Укладывается в определенную форму, заливается гипсом. Устанавливается один литник или несколько. После того как гипс застыл, его хорошо просушивают. При высокой температуре легкоплавкий материал переходит в жидкое состояние и вытекает через литник. В полученную форму льют алюминиевую заготовку.
Укладывается в определенную форму, заливается гипсом. Устанавливается один литник или несколько. После того как гипс застыл, его хорошо просушивают. При высокой температуре легкоплавкий материал переходит в жидкое состояние и вытекает через литник. В полученную форму льют алюминиевую заготовку.
Рекомендуемый материал — воск, имеет один очень большой недостаток. Это высокая цена материала. Но для небольших деталей он не нанесет большого вреда семейному бюджету.
Подробности процесса можно уточнить по видео.
Видео «Литье алюминия под высоким давлением»Таким образом, изготовить необходимую деталь из алюминия различной формы можно даже самому обычному мастеру-любителю.
Как отлить деталь сложной формы из алюминияНа промышленных предприятиях зачастую используют металлические формы. Литейные формы для отливки алюминия можно получить из различных материалов. Чаще всего, используют гипс. Гипс можно приобрести в любом строительном магазине по любой приемлемой для вас цене. Рекомендуется использовать скульптурный или белый гипс.
Литейные формы для отливки алюминия можно получить из различных материалов. Чаще всего, используют гипс. Гипс можно приобрести в любом строительном магазине по любой приемлемой для вас цене. Рекомендуется использовать скульптурный или белый гипс.
Отличный вариант — скульптурный, который маркируется Г-16. В связи с высокою ценою можно заменить на Г-7 — обычный белый гипс. Категорически запрещается выполнять замену на алебастр, несмотря на то что они в строительных работах часто взаимозаменяемые.
Рассмотрим простой способ отливки детали из алюминия своими руками в домашних условиях.
Чтобы отлить деталь из алюминия нам потребуется:
- сосуд для плавки;
- металлолом;
- форма для плавки.
Основные этапы процесса:
1. Подготавливаем сосуд для плавки (можно использовать сосуд из части стальной трубы).
2. Изготавливаем форму для плавки. Если деталь имеет сложную конструкцию, то форма может иметь несколько составляющих.
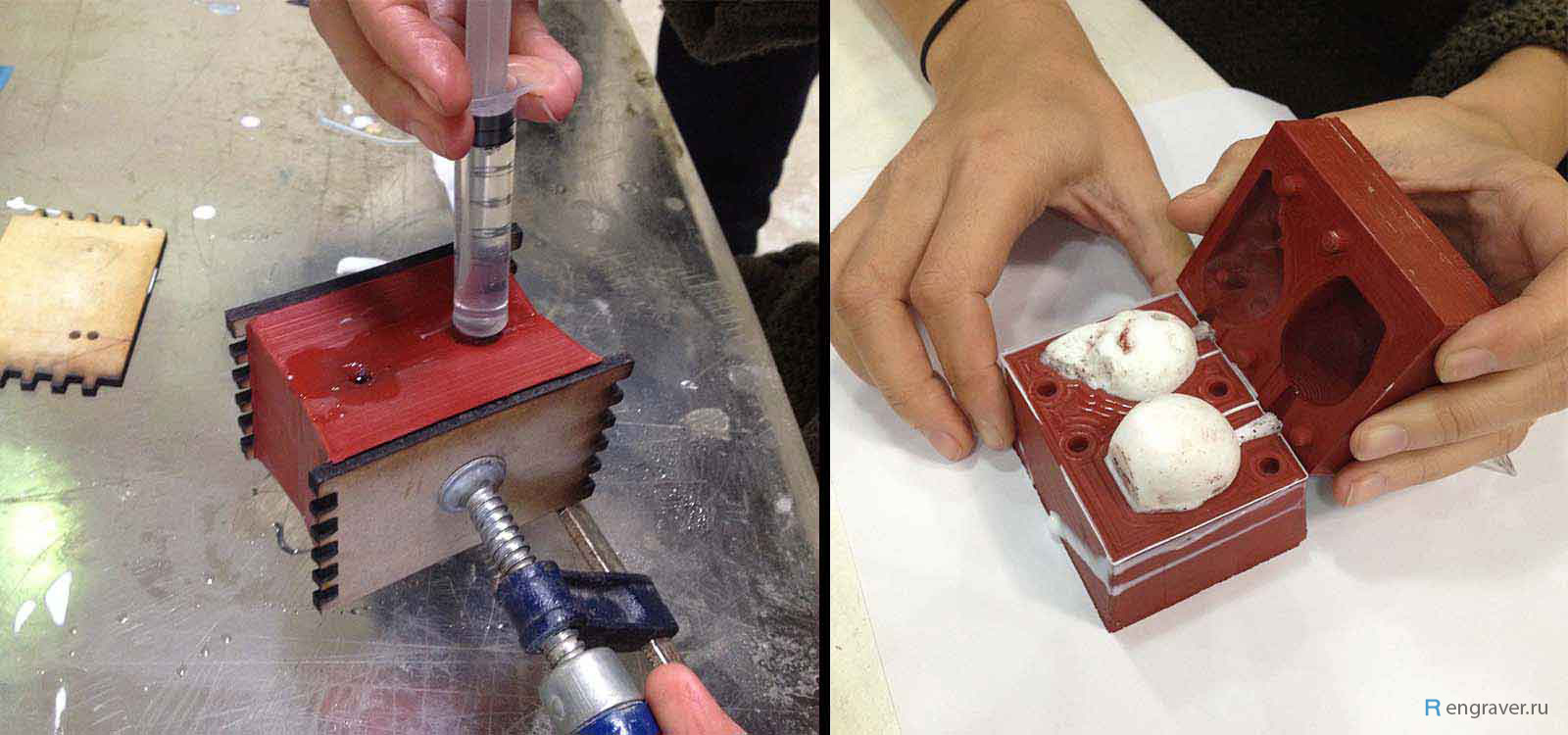
В нашем варианте форма будет состоять из двух частей. Сначала продумайте, как упростить деталь для удобства (рекомендуем укрепить отверстия с помощью скотча).
Форму очень просто сделать из скульптурного гипса (не применяйте алебастр!). Можно воспользоваться пластилином.
3. Прежде чем заливать гипс, следует смазать ёмкость маслом, чтобы гипс не смог прилипнуть к ёмкости.
4. Аккуратно залейте гипс, периодически встряхивайте форму для того, чтобы вышли пузырьки.
Важно знать: процесс затвердевания гипса достаточно быстрый, поэтому будьте внимательны и постарайтесь вовремя установить модель в гипс.
Кроме этого, рекомендуется установить в гипс предмет (например, небольшую палку), который станет каналом для заливки нашей детали.
5. Необходим первичный слой для предстоящей заливки.
Берём сверло и делаем 4 небольших отверстия, форму обрабатываем маслом. Это необходимо для того, чтобы готовые детали форм лежали максимально устойчиво в процессе отливки.
6. Делаем заливку второго слоя.
7. После того, как произойдёт затвердевание, необходимо аккуратными движениями извлечь форму из ёмкости и разделить половинки.
8. Перед отливкой обрабатываем форму сажей, чтобы избежать прилипания жидкого алюминия. Форму необходимо просушить. Естественным путем процесс сушки происходит целый день. Желательно просушить гипсовую заготовку в духовом шкафу. Начинать с температуры 1100С — один час и два часа при температуре 3000С. В гипсе необходимо предусмотреть отверстия для заливки алюминия и удаления остатков воздуха.
Таким способом плавим алюминий.
9. Затем жидкий металл помещаем в форму и ждём полного остывания.
В результате получаем нужную заготовку, затем её шлифуем и делаем специальные отверстия.
Литье по выжигаемым моделям: особенности технологии
Изготовление детали из алюминия с помощью литья по выжигаемым моделям имеет свои особенности, которые будут рассмотрены ниже. Работы выполняются в следующей последовательности:
Работы выполняются в следующей последовательности:
- В качестве материала для модели в домашних условиях используют пенопласт. С помощью режущих элементов и клея изготовьте фигуру, очертаниями напоминающую требуемую форму.
- Приготовьте емкость для изготовления модели. Можно воспользоватся старой коробкой из-под обуви. Смешайте алебастр с водою. Залейте смесь в коробку. Поместите пенопластовую модель. Разровняйте. Дайте время материалу хорошо застыть. В связи с быстрым процессом застыванию алебастра, работы выполняйте в ускоренном темпе.
- Удалите коробку. Прогрейте форму в печи для того чтобы просушить алебастр и убрать остатки влаги. В противном случае вся воды из алебастра поступит в алюминий и превратится в пар, что приведет к порам в металле и выплескиванию алюминия из формы при выполнении работ.
- Расплавьте алюминий. Удалите с жидкой поверхности расплавленный шлак. Заливайте металл в форму на место пенопласта. От высокой температуры последний начнет выжигаться и его место займет алюминий.
- После того как металл остынет, разбейте форму и достаньте полученную литую алюминиевую модель. Посмотреть процесс подробнее можно по видео.
Техника безопасности и подготовка рабочего места
Высокотемпературные работы отличаются вредными испарениями и сопровождаются выделением дыма, поэтому выполнять их необходимо на открытом воздухе или принудительно проветриваемом помещении. Необходимо использовать вентилятор с боковым обдувом.
Процесс литья сопровождается брызгами, возможны потоки расплавленного металла. Рабочее место потребуется предварительно застелить листом металла. Не рекомендуется работы выполнять в жилом помещении — это небезопасно для окружающих.
Основные ошибки при литье алюминия
Прежде чем выполнять литье алюминия в домашних условиях, обратите внимание на основные ошибки, которые наблюдаются при выполнении работ:
- При изготовлении гипсовых форм необходимо чтобы в процессе сушки испарилась вся влага. В противном случае при заполнении формы вода начинает испаряться, превращается в пар и может остаться внутри алюминия в виде пор и раковин.
- При недостаточном нагреве или если перед началом выполнения работ алюминий успел остыть, металл будет плохо заполнять форму и отдаленные участки останутся полыми.
- Не стоит охлаждать металл погружением в жидкость. В этом случае нарушается внутренняя структура материала.
 В противном случае при заполнении формы вода начинает испаряться, превращается в пар и может остаться внутри алюминия в виде пор и раковин.
В противном случае при заполнении формы вода начинает испаряться, превращается в пар и может остаться внутри алюминия в виде пор и раковин.Интересные факты об алюминии
Алюминий может гнуться как бумага или быть твёрдым как сталь. Алюминий повсюду, даже внутри нас.
Каждый взрослый получает около 50 мг алюминия каждый день вместе с пищей, это ни какая-то диета, просто этого не избежать.
Алюминий самый распространённый металл на планете. Его содержание в земной коре 8 %, но его не просто добывать, по крайней мере, в чистом виде.
В отличие от золота и серебра, алюминии не встречается в виде самородков или целых жил. Алюминий в 3 раза легче железа или меди.
Алюминий в своём первоначальном виде совсем не похож на металл, это всё из-за особой «любви» алюминия к кислороду.
Фактически первое применения алюминия в истории произошло, когда восточные гончары добавляли глину богатую алюминием в свои изделия, чтобы сделать их крепче.
Достаточный для производства пивных банок, прочный для гоночных автомобилей, гибкий для обшивки самолётов, способный превратиться во что угодно, алюминий – не заменимый материал для современного мира.
И это ещё не все особенности, который хранит этот полезный металл.
Подобрано для вас:Шаг за шагом: простое литье алюминия
Алюминиевые наконечники
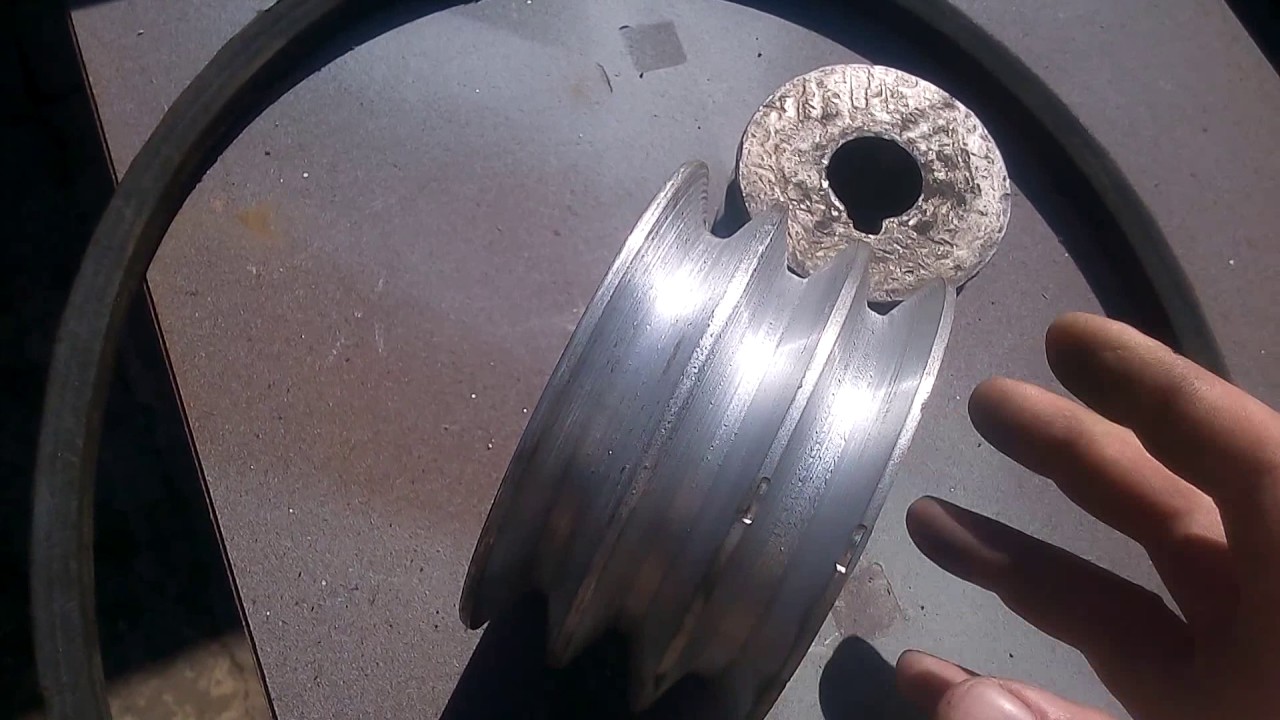
Вы можете расплавить практически любой вид алюминия — даже банки, но уже отлитую деталь (например, водяной насос, колесо или впускной коллектор) будет иметь сплав, который лучше подходит для литья.
Алюминий льется при температуре около 1500 градусов, поэтому имейте под рукой соответствующие средства защиты и огнетушитель.
01] Вот материал, который мы использовали для изготовления нашей собственной тигельной печи для плавки металла: 12-дюймовый терракотовый горшок, немного оцинкованной фурнитуры, пластиковая горшок для цветов, штуцер для слива раковины с углом 90 градусов и 60- фунтовый мешок бетона.
02] Мы разрезаем аппаратную ткань, чтобы она поместилась внутри нашего пластикового контейнера, затем вырезали сбоку отверстие, через которое проходил бы сливной фитинг. Дренаж был подключен к кашпо и металлической ткани так, чтобы он совпадал с отверстием в дне нашей терракотовой кашпо и позволял нам добавлять воздух в огонь.
03] Бетонная смесь заливалась в пластиковую сеялку до тех пор, пока она не встретилась со сливом. Мы засыпали немного влажного бетона в металлическую ткань, прежде чем бросить терракоту и утрамбовать бетон вокруг нее.Мы дали ему четыре дня на установку.
04] Мы использовали четыре куска обрезков древесины 1×6 дюймов, чтобы сделать опоку для литья. Деревянные полоски в центре закрепляют песок для заливки, так как нам нужно будет переворачивать колбу во время процесса формования. Мы решили использовать простую, цельную форму с открытым верхом, чтобы создать педаль сцепления / тормоза, используя латунную пряжку ремня в качестве выкройки. Поскольку это было что-то, что уже было однажды отлито, пряжка имела хорошие шансы, что она легко выдернется из песка.
Поскольку это было что-то, что уже было однажды отлито, пряжка имела хорошие шансы, что она легко выдернется из песка.
05] Мы получили 5 галлонов песка для литья от Alcast, местного литейного завода, который разливает все, от топливных форсунок до головок Ford Boss 429.Вы можете приготовить песок для заливки самостоятельно, но мы хотели удалить как можно больше переменных. Песок мелкий, содержит связующие вещества и воду, которые делают его немного липким. Вы знаете, что песок имеет правильную консистенцию, если он сохраняет свою форму после ручной формовки.
06] Оконная сетка за 7 долларов использовалась для просеивания песка по рисунку. Просеивание удерживает мелкий песок рядом с рисунком для более детальной и гладкой разливки. Вы можете увидеть комки песка, которые не прошли сквозь сетку.
07] Мы просеивали несколько дюймов песка на наш узор, прежде чем использовать размер два на четыре, чтобы уплотнить песок по всему узору. Просеивание необходимо только на песке рядом с рисунком, поэтому мы просто уплотняли совки песка до тех пор, пока колба не наполнилась.
Просеивание необходимо только на песке рядом с рисунком, поэтому мы просто уплотняли совки песка до тех пор, пока колба не наполнилась.
08] Затем мы осторожно подняли колбу и перевернули ее, чтобы увидеть наш узор, полностью утопленный в плотном песке. Несмотря на то, что песок немного липкий и прилипает к себе, деревянные ребра в колбе придают ему физическую ценность внутри колбы.
09]. Несколько ударов по задней части пряжки ремня убедились, что он свободен, прежде чем мы его освободили.Центр формы был чистым, поэтому мы просто сдували рыхлый песок с края и откладывали узор в сторону.
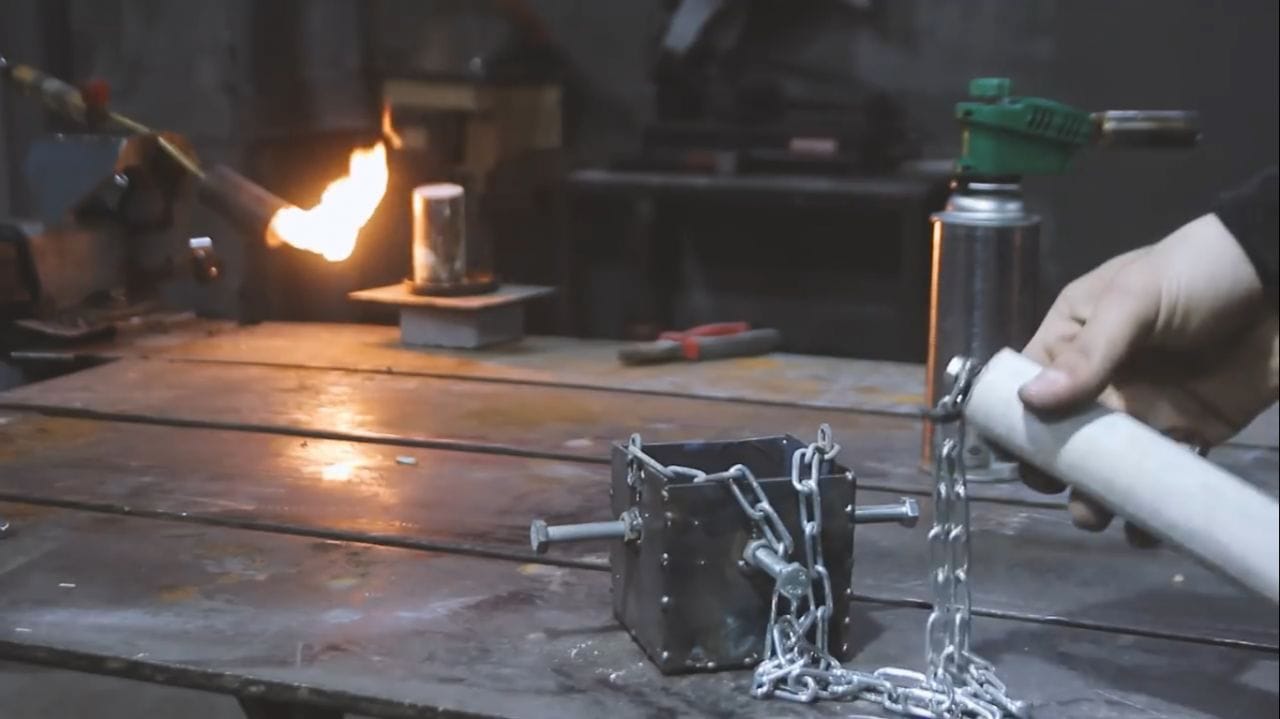
10] Чтобы в печь было много воздуха, мы построили воздуховод из алюминиевой фольги и соединили его с феном, приклеив кнопку «охлаждение». Розовая клейкая лента не обязательна. Мы положили немного стального лома на дно, чтобы самодельный тигель не забил нам воздухозаборник, заполнили печь древесным углем, добавили алюминиевый лом, а затем зажгли его.
11] После того, как весь уголь был подожжен, мы накрыли крышку из шлакоблока, и менее чем через 10 минут у нас был расплавленный алюминий на дне тигля.
12] Мы добавили немного алюминия, и вскоре он тоже расплавился, но наверху остался шлак.
13] Мы сняли шлак с верха с помощью набора щипцов с длинной ручкой и обнаружили под ним блестящий чистый алюминий.
14] Тигель, который мы построили из квадратной трубы, имеет два штифта сбоку, что позволило нам использовать вилочный инструмент, чтобы поднять его, и крюк, чтобы наклонить его. Не такие элегантные, как щипцы, но они работали, и алюминий легко выливался.
15] Пустая алюминиевая банка, помещенная в песок во второй колбе, служила формой для слитка алюминия в следующий раз.
16] Трудно было оставить нашу недавно отлитую деталь в покое на время, пока она остынет, но мы дали ей почти 30 минут. У нашей первой педали сцепления / тормоза были некоторые проблемы с пористостью на поверхности, но мы скоро вернемся к ней снова.
У нашей первой педали сцепления / тормоза были некоторые проблемы с пористостью на поверхности, но мы скоро вернемся к ней снова.
3 типа метода литья алюминия и методы литья металлических деталей
На всех этапах производства возникает вопрос «Какой метод литья алюминия мне следует использовать?» можно решить, только задавая и отвечая на дополнительные вопросы о приложении, требованиях проекта в целом и ваших потребностях как клиента.Это верно как для методов литья алюминия, так и для любого другого процесса. Преимущества и возможности применения методов литья алюминия для проекта огромны, но есть еще несколько вариантов, которые следует учитывать при принятии решения о том, как лить алюминиевые детали для вашего приложения.
В этой статье мы кратко рассмотрим различия между доступными методами и предоставим простое руководство, которое поможет вам определиться с правильным выбором.
Способы литья алюминия: три процесса
Для литья алюминия можно использовать три метода литья первичного металла: литье под давлением, постоянное литье в форму и литье в песчаные формы. Методология, лежащая в основе каждого из этих методов литья металла, заключается в следующем:
Методология, лежащая в основе каждого из этих методов литья металла, заключается в следующем:
- Литье в песчаные формы: В этом методе из песчаной смеси создается форма, содержащая полость, в которой расплавленный алюминиевый сплав, из которого будет создана ваша деталь. льется. Как только алюминий остынет и затвердеет, песчаная форма отломится от детали.
- Отливка в постоянную форму: Как следует из названия, в этом методе литья алюминия форма не отламывается (как при литье в песчаные формы).Создается многоразовая металлическая форма, и полость заполняется алюминием под действием силы тяжести. Затем форма отделяется после охлаждения, и готовая деталь извлекается или удаляется.
- Литье под давлением: Литье под давлением очень похоже на постоянное литье в форму, за исключением того, что расплавленный алюминий впрыскивается в полость под давлением, а не заливается и заполняется под действием силы тяжести. Помимо этой функциональной разницы, эти два процесса похожи, но мы обсудим различия в результатах ниже.
 Помимо этой функциональной разницы, эти два процесса похожи, но мы обсудим различия в результатах ниже.
Помимо этой функциональной разницы, эти два процесса похожи, но мы обсудим различия в результатах ниже.Какую технику литья алюминия выбрать?
Хотя LeClaire Manufacturing специализируется на технологиях изготовления песчаных форм и неразъемных форм, в этом разделе рассматриваются некоторые из наиболее распространенных факторов, влияющих на принятие решения о том, какой метод является правильным для вас. Наряду с кратким обзором каждого фактора, мы отметим, какой из трех процессов лучше всего соответствует требованиям:
- Скорость: Автоматизированные процессы литья в песчаные формы, как в LeClaire Manufacturing, обеспечивают высокую производительность деталей в короткие сроки времени по сравнению с постоянными процессами формования.Литье под давлением обеспечивает максимальную скорость производства благодаря процессу впрыска под давлением.
- Прочность: Непрерывное литье в форму обеспечивает максимальную прочность материала в готовом изделии. Несмотря на то, что это похоже на литье под давлением, детали, полученные путем непрерывного литья в форму, имеют преимущество в этой области из-за характера процесса.
- Большое количество: Литье в песчаные формы предлагает наиболее выгодный баланс между более высокими объемами и затратами на инструмент, в то время как постоянная форма занимает второе место.Однако для количеств, значительно превышающих 100000, литье под давлением может быть лучшим выбором.
- Прототипы и небольшие партии: Литье в песчаные формы — это метод выбора, когда требуется всего несколько деталей, благодаря низкой стоимости инструмента.
- Обработка поверхности: Литье в постоянную форму и литье под давлением обеспечивают наиболее гладкую отделку поверхности вне формы.
 Несмотря на то, что это похоже на литье под давлением, детали, полученные путем непрерывного литья в форму, имеют преимущество в этой области из-за характера процесса.
Несмотря на то, что это похоже на литье под давлением, детали, полученные путем непрерывного литья в форму, имеют преимущество в этой области из-за характера процесса. Если у вас есть дополнительные вопросы о подходящем для вас процессе, компания LeClaire Manufacturing готова помочь.Чтобы узнать больше о наших комплексных услугах по литью в песчаные формы и постоянному литью в формы, свяжитесь с нами сегодня, чтобы получить расценки.
Плавильные алюминиевые банки с самодельным мини-металлическим тиглем за 20 долларов
Давайте расплавим немного металла! King Of Random сделал это снова, построив самодельный мини-литейный завод со стальным тиглем. Он расплавит алюминиевые банки с более чем 1000 градусов тепла, обеспечиваемым обычным старым древесным углем и феном.
Грант Томпсон решил построить самодельный литейный завод из смеси 50% парижского гипса и 50% пластикового песка.
Штукатурка и песок являются хорошими изоляторами и сосредотачивают тепло в одной центральной области. Воздушный поток контролируется простым феном за 3 доллара из долларового магазина, что приводит к положительному потоку воздуха в сердце тигля. Это увеличивает тепло экспоненциально — как в ракетной печи — при очень небольшом расходе топлива.
Это самая крутая, удивительно практичная самодельная литейная по металлу. При цене всего 20 долларов он намного доступнее, чем выпускаемые там дорогие модели.
Безопасность — это проблема, и Грант следит за тем, чтобы это было ясно. Это литейный завод, и он становится ГОРЯЧИМ ГОРЯЧИМ! При неправильном обращении существует опасность получения серьезных ожогов.
Это литейный завод, и он становится ГОРЯЧИМ ГОРЯЧИМ! При неправильном обращении существует опасность получения серьезных ожогов.
Вероятно, неплохо было бы приобрести настоящий тигель, предназначенный для плавки металлов, и, как описывает Грант, вы можете купить его примерно за 30 долларов. Это стоит денег по соображениям безопасности.
Есть множество вариантов использования вне сети и приусадебных участков для таких самодельных литейных заводов. Вы можете изготавливать всевозможные практичные изделия, если знаете, как делать и использовать формы и отливки.
«В итоге я предпочел ведро из оцинкованной стали и смесь из 50% гипса и 50% пластикового песка по объему, что было вдохновлено видео NightHawkInLight« Как приготовить суп можно ковать »http: / /bit.ly/IBSoupCanForge
В зависимости от того, где вы получаете или находите материалы, их стоимость может варьироваться от 5 до 25 долларов за единицу. Из материалов, которые я использовал, я смог сделать 2 единицы менее чем за 40 долларов (20 долларов каждая).
Король случайногоЦель моей литейной мастерской на заднем дворе — продемонстрировать самую простую установку для литья металлов. Однако, если вы планируете попробовать этот подход самостоятельно, необходимо заранее учесть следующие важные моменты:
— Банки из-под газировки работают очень хорошо, однако алюминиевые банки являются одним из худших источников алюминия для литья, а некоторые банки из-под газировки в Великобритании на самом деле сделаны из стали. Сплав предназначался для экструзии, поэтому не самый лучший для литья. Они также производят больше шлака (шлака), потому что тонкие стенки быстро окисляются, а пластмассовые покрытия на банках добавляют примеси.Лучшим источником алюминия для литья были бы литые алюминиевые изделия из комиссионных магазинов, такие как электрические сковороды или небольшие блоки двигателя из магазинов газонокосилок.
— Тигель, который я использовал, был стальным, но важно отметить, что сталь может растворяться в расплавленном алюминии. Возможно, что когда вы вытащите тигель из литейного цеха, дно может раствориться, и расплавленный алюминий упадет вам на ноги и на землю. Хороший огнеупорный тигель можно купить в Интернете примерно за 30 долларов.
— Наконец, заливка бетона создает опасность паровых взрывов. Если расплавленный алюминий упадет на землю, он может перегреть влагу в бетоне и вызвать его растрескивание (паровой взрыв) в месте падения алюминия. Это потенциально может привести к разбрызгиванию горячего бетона и расплавленного алюминия повсюду. По возможности расплавьте металл и полейте его песком, чтобы минимизировать риски.
Примечание. Носить перчатки из полиэстера, подобные тем, что были у меня в видео, рискованно, потому что материал может расплавиться в ваших руках, если на вас попадут брызги горячего алюминия.Это потенциально может привести к ожогам в месте падения металла, окруженным пластиком, прожженным на коже ».
 Даже на высоком уровне, это, вероятно, один из самых дешевых и надежных литейных заводов на заднем дворе, который только можно сделать.
Даже на высоком уровне, это, вероятно, один из самых дешевых и надежных литейных заводов на заднем дворе, который только можно сделать.
А когда вы не пользуетесь самодельной литейной по металлу, она может использоваться даже в качестве плантатора для домашнего декора!
Король случайных
Если вы хотите узнать, как приготовить консервную банку для супа, вот классное видео, которое вдохновило работу этого удивительного литейного завода.
Очень крутая самоделка, сделанная своими руками. Однако ВСЕГДА будьте в безопасности!
Процесс литья под давлением, слитки и литье алюминия [видео]
Многие повседневные товары создаются с использованием процесса литья под давлением, но мало кто знает, что на самом деле включает этот процесс.Вот несколько примеров:
- Двигатель вашего автомобиля, мосты, лопасти, вентилятор охлаждения…
- Металлический корпус / шасси / рама многих электротехнических изделий (например, фотоаппаратов, планшетов)
- Дверные ручки; системы запирания
- Основание и ручка для зубной щетки или бритвы
- тумба под телевизор
- Трофеи, медали…
По сути, литье под давлением часто является первым процессом формования металлической детали. Часто требуется дополнительная обработка (например, сверление отверстий с помощью обработки с ЧПУ, обработка поверхности с помощью гальваники).
Это чрезвычайно распространено, и вы увидите, если будете покупать металлические изделия в Китае или где-либо еще.
Видео о литье под давлением
Мы подготовили несколько учебных материалов для наших инженеров, которые часто проводят аудит процесса литья под давлением. И мы сняли на это несколько хороших видеороликов.
1. Слитки сырья
Мы рассматриваем следующие темы:
- Что такое слиток
- Как определить металлические слитки (и уточнить требования)
- Четыре наиболее распространенных типа сплавов, используемых в качестве сырья для этого процесса: цинк, медь (латунь, бронза), алюминий и магний.
- Наиболее распространенные марки этих сплавов
- Каковы преимущества каждого из этих распространенных сплавов?
2.Различные типы процессов литья под давлением
Объясняем:
- Назовите два основных типа процессов
- Как работает горячая камера (или «гусиная шея»), с иллюстрацией
- Как работает холодильная камера
- Общие варианты: низкое давление, вакуум, сжатие, полутвердое (SSM)
3. Пошаговый процесс
Смотрим следующие фазы:
- Зажим
- Впрыск
- Охлаждение
- Выталкивание
- Обрезка лишнего материала
- Общая анимированная иллюстрация, показывающая все фазы
4.Наиболее частые дефекты
Мы покрываем наиболее распространенные дефекты литых деталей и их причины:
- Пористость по газу
- Короткий выстрел
- Холодный затвор
- Горячая слеза
- Чрезмерная вспышка
5. Акцент на литье алюминия под давлением
И, наконец, мы рассмотрим алюминиевое литье, которое очень распространено и требует очень определенных параметров:
- Основные характеристики алюминия
- Компоновка холодильной камеры
- Пошаговые иллюстрации (нарисованы нашими инженерами)
- Более широкие тенденции в производстве и спросе на алюминий и роль Китая
И, кстати, раньше мы рассматривали оборудование, необходимое для наиболее распространенных испытаний литых деталей.
Вопросы о литье под давлением
У вас есть вопросы или замечания по поводу литья под давлением? Задайте их нам, оставив комментарий, и наши инженеры будут рады ответить.
Окончательное руководство по поиску поставщиков из Китая и развитию ваших поставщиков [электронная книга]
Эта БЕСПЛАТНАЯ электронная книга начинается с самого начала, обсуждает, нужно ли вам нанять агента по поиску поставщиков, и сопровождает процесс поиска вплоть до повышения качества и производительности надежного поставщика.
Есть 15 глав на более чем 80 страницах для изучения, в которых дается исчерпывающее руководство по всему процессу поиска поставщиков и развития от начала до конца, в том числе:
- Определение поставщиков,
- переговоров,
- Контроль качества,
- Развивающиеся китайские поставщики,
- Повышение качества и производительности предприятия,
- и многое другое…
Резиновая штукатурка (об / мин) для металлических отливок
Слева: обработанное алюминиевое литье.
Отливка алюминиевая тонкостенная для самолетов.
Рабочее колесо с очень тонкими стенками, отлитое методом RPM.
Rubber Plaster Molding (RPM), также известная как литье в гипсовую форму, предлагает альтернативу литью по выплавляемым моделям, литью в песчаные формы и литью под давлением прототипов. Этот процесс подходит как для прототипов, так и для небольших партий алюминиевых и цинковых деталей.
- Детали из алюминия или цинка за 2-5 недель
- Имитирует внешний вид и свойства литых под давлением деталей
- Простота модификации геометрии позволяет доработать конструкцию петли
- Мост или производственный процесс для программ, не требующих использования аппаратных средств
Метод литья резиновой гипсовой формы позволяет Armstrong RM изготавливать детали из алюминия и цинка за 2-5 недель (доставка зависит от сложности).Это лучший метод создания прототипов отлитых под давлением деталей с возможностью имитации внешнего вида и физических свойств. Инструмент имеет невысокую стоимость и позволяет легко изменять геометрию и улучшать конструкцию. Rubber Plaster Molding также служит в качестве краткосрочного производственного процесса для программ, стоимость которых не может оправдать затраты на тяжелую оснастку (обычно менее 2000 единиц в год).
Отливки, полученные с помощью процесса резиновой гипсовой формы, отличаются превосходной обработкой поверхности, сложной геометрией (включая поднутрения) и тонкими поперечными сечениями стенок с отличным соотношением веса и прочности.
Для небольших партий прототипов деталей, предназначенных для литья по выплавляемым моделям, Rubber Plaster Molding предлагает отличную альтернативу, когда время и деньги имеют решающее значение. Благодаря нашим внутренним операциям по обработке с ЧПУ, даже прототипы поставляются обработанными в соответствии с проектными спецификациями.
В качестве альтернативного решения для алюминиевого или цинкового литья можно также рассмотреть наши процессы однократного литья, литья под давлением из графита или прецизионного литья под давлением.
Подробные характеристики см. В техническом паспорте резиновой штукатурки.
Для описания процесса формования резиновой штукатурки просмотрите следующую информацию.
Посмотреть видео
Узнайте, как Armstrong RM комбинирует резину, гипс и металл для производства изделий в процессе формования каучукового гипса (RPM). Просто нажмите на видео справа, чтобы просмотреть процесс.
Литье в песчаные формы из латуни и алюминия — Удаление песка
Отливки из алюминия и латуни могут использоваться во многих отраслях промышленности с растущими возможностями по всему миру.
Алюминиевые отливки
Алюминиевые отливки ценятся за их легкий вес, гладкую поверхность и высокую прочность, когда речь идет о детальных отливках. Ожидается, что использование алюминиевого литья, которое часто используется в автомобилях и кухонной посуде, будет расти, особенно с увеличением использования алюминия в транспортных средствах из-за легкости и долговечности. Благодаря более высокому соотношению прочности и веса алюминий считается более эффективным, чем другие металлы, такие как чугун или сталь.
Отливки латунные
Отливки из латуни предпочтительны в жилищном и коммерческом строительстве из-за естественной устойчивости к ржавчине и коррозии. Латунь широко применяется для изготовления бытовой техники и сантехники. Вы можете этого не осознавать, но, вероятно, весь день вас окружает медь.
Процесс литья алюминия и латуни
Как правило, наиболее распространенными методами литья алюминия являются литье без обжига, литье по потерянной пене, литье в сырой песок и литье под давлением.Метод литья под давлением, который становится все более популярным для литья алюминия, называется «литьем под давлением». Как и при литье в постоянную форму, при литье под давлением используется высокое давление для сохранения деталей.
Процесс литья алюминия в песчаные формы начинается с формы, которая создается путем окружения копии отливаемого объекта песком, водой и глиной. Затем реплика удаляется из смеси песка, и ее форма остается в глине. Песчаная форма состоит из двух или более частей, называемых ригелем (верхняя часть) и бугелем (нижняя часть).Любые дополнительные части известны как «щеки». Затем формы помещаются в коробку из двух частей (которая может состоять более чем из двух частей, если используются щеки), известная как колба, для защиты. Затем внутрь помещается литниковая система и делается литник для направления расплавленного металла в отливку. Затем две половины зажимаются вместе, и расплавленный металл направляется в форму. Время охлаждения занимает значительно больше времени, чем при постоянной форме или литье под давлением, поскольку песок и глина не поглощают тепло. После процесса охлаждения окончательно можно приступить к перетряске литья, удалив остывший металл из отливки.
С другой стороны, методы литья латуни более ограничены. Фактически, латунь можно отливать только в песок, а именно в зеленый песок и отливку в песчаный песок. Песок недорогой и устойчивый к нагреванию, что делает его идеальным материалом для литья. У всех методов кастинга есть свои проблемы. Например, при литье под давлением дорогое оборудование может быть проблемой; а для литья в песчаные формы удаление песка может быть затруднено, если оно выполняется с использованием неправильного оборудования.
Отливки повреждены
Хотя эти материалы чрезвычайно полезны в повседневной жизни, латунь и алюминий сталкиваются с уникальными проблемами в процессе литья.При литье латуни и алюминия наиболее частые осложнения возникают в зоне выбивки. Процесс удаления песка, покрывающего эти отливки, может легко повредить отделку отливок, поцарапать или поцарапать важные детали, такие как серийные номера.
Многие производители вытяжных и истирающих барабанов заявляют, что они бережно относятся к отливкам, но не принимают во внимание более мягкие отливки, такие как латунь и алюминий, оставляя металлические ролики с пустыми обещаниями и увеличивая количество бракованных отливок.
Правильное применение вибрации — лучший способ отделить песок от отливки. В General Kinematics мы применили многолетний опыт, чтобы продемонстрировать наше экспертное понимание ремесленного оборудования, чтобы снизить процент брака отливок. Проверенные решения GK щадящие, но эффективные для удаления вашего литейного песка. А со ссылками на каждый упомянутый тип приложения у нас есть результаты, которым можно доверять.
GK’s Casting Solution
Многие болевые точки для каждого типа литья можно решить с помощью вибрационного оборудования.Одним из примеров процесса литья под давлением являются возможные разрывы на ленточных конвейерах (используемых при возврате лома), которых можно избежать с помощью вибрационных конвейеров. Известно, что роторная вытяжка, хотя она применяется в отрасли уже много лет, вызывает повреждение, особенно при использовании более крупных отливок. Вибрационные вертикальные отливки General Kinematics предназначены для уменьшения повреждений отливок и способны обрабатывать одни из самых больших отливок в мире.
Компания General Kinematics разработала оборудование для литья в песчаные формы VIBRA-DRUM® с целью снижения количества брака.При применении в процессе литья из сырого песка этот литейный барабан снижает повреждение даже самых мягких отливок. VIBRA-DRUM® использует сепарирующий песок для смягчения качения барабана и дальнейшего измельчения кусков песка.
Оборудование для литья в песчаные формы VIBRA-DRUM® не только снижает повреждение отливок, но также содержит кремнезем, который повышает безопасность и может значительно снизить температуру отливок перед их выходом из барабана при добавлении влаги.
Чтобы узнать больше о том, как оборудование для литья в песчаные формы VIBRA-DRUM® улучшило такие литейные производства, как ваша, по всему миру, ознакомьтесь с нашими тематическими исследованиями!
Свяжитесь с нами, чтобы узнать больше об усовершенствованиях, которые оборудование для литья в песчаные формы VIBRA-DRUM® может внести в литейное производство латуни или алюминия!
Алюминиевое литье в песчаные формы
Литье в песчаные формы в EnginSoft Алюминиевое литье в песчаные формы
Редактор: Isabell Page
EnginSoft демонстрирует существенные преимущества литья в песчаные формы как одного из самых быстрых и экономически эффективных методов литья, используемых при производстве металлических прототипов.
Связанные компании
Дефекты алюминиевого литья в песчаные формы, на которые следует обратить внимание, — это остаточная оксидная пленка, включения, эрозия сердечника, газовые дыры и усадочная пористость.(Источник: EnginSoft)
Литье в песчаные формы — отличное решение для малых и средних серий деталей, не требующих точной повторяемости формы, а также единственное решение для очень больших объектов, которые невозможно изготовить с помощью других методов литья массового производства. .
Песок — отличный недорогой литейный материал, поскольку он огнеупорен и химически инертен. Литье в песчаные формы также идеально подходит для производства очень сложных компонентов , требующих песчаных стержней (холодного ящика или ракушечного песка) для самых сложных деталей и имеющих внутренние области различной толщины.
Процесс литья алюминия в песчаные формы
Зеленый песок, представляющий собой новый или регенерированный песок, смешанный с натуральными или синтетическими связующими веществами, является наиболее часто используемым материалом для изготовления алюминиевых одноразовых форм.Формы из зеленого песка получили свое название от того факта, что они все еще влажные, когда в них заливается расплавленный металл. Процесс литья алюминия в песчаные формы с использованием сырого песка и методом гравитационного заполнения можно резюмировать следующим образом:
- форма создается путем помещения смеси песка , глины и воды на узор (точную копию отливаемого объекта). Хотя этот процесс можно выполнить вручную, обычно используется оборудование для достижения большей точности формы.Когда узор удаляется, глина будет иметь полость, которая соответствует форме шаблона
- песчаная форма состоит из двух или более частей , верхняя часть известна как заглушка, а нижняя часть называется сопротивлением. . Также можно использовать дополнительные части, известные как щеки. Формы заключены в коробку, состоящую из двух частей (или больше, если используются щеки), которая называется колбой для защиты. Перед закрытием опоки в половинки формы помещаются песчаные стержни, необходимые для изготовления деталей детали.Вентиляционная система размещается внутри, и формируется литник для подачи расплавленного сплава в отливку.
- две половины закрываются и зажимаются вместе. и расплавленный металл затем заливается в форму. Когда металл начинает остывать и происходит некоторое сжатие, расплавленный металл подается из стояков, которые были помещены в систему литья
- , поскольку песок и глина не поглощают тепло, время охлаждения намного больше, чем время охлаждения. постоянная форма или литье под давлением.Охлаждающие элементы (металлические пластины) можно вставить в песчаную форму, чтобы обеспечить одинаковую скорость охлаждения по всей отливке. Вследствие более медленного охлаждения наблюдается заметное снижение механических свойств сплавов, таких как алюминий 319 и 356, магний и бронза, по сравнению с теми же сплавами, отлитыми с помощью методов постоянного литья или литья под давлением на основе Значение расстояния между вторичными дендритами (SDAS)
- После заданного времени выдержки, позволяющего металлу затвердеть, происходит вытряхивание отливки .Тепло от расплавленного металла, которое вливается в него, высушивает влагу, благодаря чему отливка легко открывается после охлаждения металла
Дефекты литья алюминия в песчаные формы, на которые следует обратить внимание, — это остаточная оксидная пленка, включения, эрозия сердечника, газовые дыры и усадочная пористость.
Алюминиевые компоненты, отлитые в песчаные формы, широко используются в автомобильной и транспортной отраслях, включая авиакосмическую. Детали, обычно производимые с помощью литья в песчаные формы, включают силовую передачу, опоры, подвески, кожухи, шестерни и многие другие.
#expertЛитье алюминия в песчаные формы с точки зрения численного моделирования
Имитационная модель, которая оптимизирует процесс и компоновку литья в песчаные формы, требует полного гидродинамического моделирования, включая изменение ламинарного потока расплавленного металла на нежелательный турбулентный поток. Модель также должна учитывать естественную воздухопроницаемость формы, позволяющую газам и пару, создаваемым в процессе литья, легко улетучиваться благодаря хорошей проницаемости песчаных форм и стержней.Некоторые типичные параметры процесса и их соответствующие результаты, которые должны быть включены в модель:
- риск включения в случае турбулентного вихря и скорость расплавленного металла выше предлагаемого диапазона 0,5 м / с
- температура изменяется во время
- возможный перегрев, когда стержни соприкасаются с металлом, вызванный низким теплопоглощением песка, что может привести к дефектам поверхности, таким как раковины
- , различная скорость охлаждения, например они могут вызвать высокий уровень остаточного напряжения и значительную деформацию отливки.
Освоение процесса литья в песчаные формы с помощью моделирования
Используя инженерное моделирование для оптимизации процесса литья в песчаные формы для алюминия и легких сплавов, мы можем привести литейные заводы к «нулевому дефекту» изготовление, в результате чего объекты по габаритам соответствуют возник.Инженерное моделирование может помочь:
- оптимизировать конструкцию литниковой системы, чтобы избежать дефектов заполнения, вызванных турбулентностью
- избежать наличия усадочной пористости за счет воздействия на параметры процесса и геометрию питателя прямо на стадии проектирования
- прогнозирование локальная микроструктура и механические свойства
- надлежащая оценка деформации отливки и остаточного напряжения
И всего этого можно достичь, сократив время вывода конечного продукта на рынок.