ручные работы со станком, виды и цена
Если вас интересует столярное дело, то вам необходимо разобраться в том, как работать ручным фрезерным станком, а также с материалами самого станка, и за какую цену вы готовы его купить. Фрез дает возможность создавать различные поделки, не прилагая к этому никаких усилий.Но, перед тем как начать работать ручным фрезером, необходимо для начала познакомиться с особенностями использования и устройства инструмента, а также непосредственно с техникой работы. Научившись работать с фрезой по дереву, вы сможете украшать двери, мебель, и остальные деревянные предметы. А если есть желание, то можно даже запустить свой собственный бизнес, предварительно рассчитав все цены и затраты на дополнительные детали.
Что можно сделать с помощью ручного фрезерного станка по дереву
Фрезой по дереву можно делать работы разной сложности и различного характера. По большому счету, фрезер — это устройство, которое совершает множество вращений на высокой скорости, делая отверстия нужного размера и формы. Кроме того, к комплекту можно докупить несколько полезных деталей, которые помогут вам выполнять и другие работы.
Кроме того, к комплекту можно докупить несколько полезных деталей, которые помогут вам выполнять и другие работы.С помощью этого инструмента можно делать фрезеровку пазов, канавок и четвертей. Создавая с помощью фрезера отверстия, являющиеся, чаще всего, элементом декора или частью сборной конструкции, причем, цена самостоятельно изготовленной детали будет дешевле, чем заказанная.
Прежде чем начать работы с фрезерным станком по дереву, необходимо рассмотреть все особенности каждого из существующих видов работ. И начнем мы с профилирования.
Фрезером по дереву можно профилировать карнизы, наличники, штапики, плинтуса и другие изделия. Не всегда и не во всех фрезерных наборах пристствуют нужные инструменты, впрочем, вы всегда можете купить подходящую фрезу отдельно или выбрать даже целый набор, цена одного инструмента в этом случае будет ниже. Эти работы производятся специальной кромкой, как правило, такая обработка применяется во время производства мебели, а также это великолепный способ украсить изделия из дерева.
Фрезером по дереву можно декорировать края различных сложных изделий, сделав поистине уникальные вещи, цена которых в продаже очень высока. У любого домашнего мастера должно быть своё представление о том, как будет выглядеть уже готовое изделие, потому на выходе часто получается настоящий шедевр. Начинающим за эту работу лучше взяться уже тогда, когда они наберутся уже хотя бы небольшого опыта. Профессионалы рекомендуют делать данную работу только с помощью шаблона, который всегда можно купить отдельно или выбрать среди тех, которые прилагаются в набору инструментов.
Фрезер по дереву дает возможность решать множество обычных бытовых задач, например, выполнить углубление в двери для установки замка. В промышленных условиях чаще всего используется специальные фрезерные станки по дереву, а для дома можно выбрать и простой ручной инструмент, при этом цена его будет гораздо дешевле.
Во время работы с фрезером вам будут необходимы разные приспособления и
инструменты.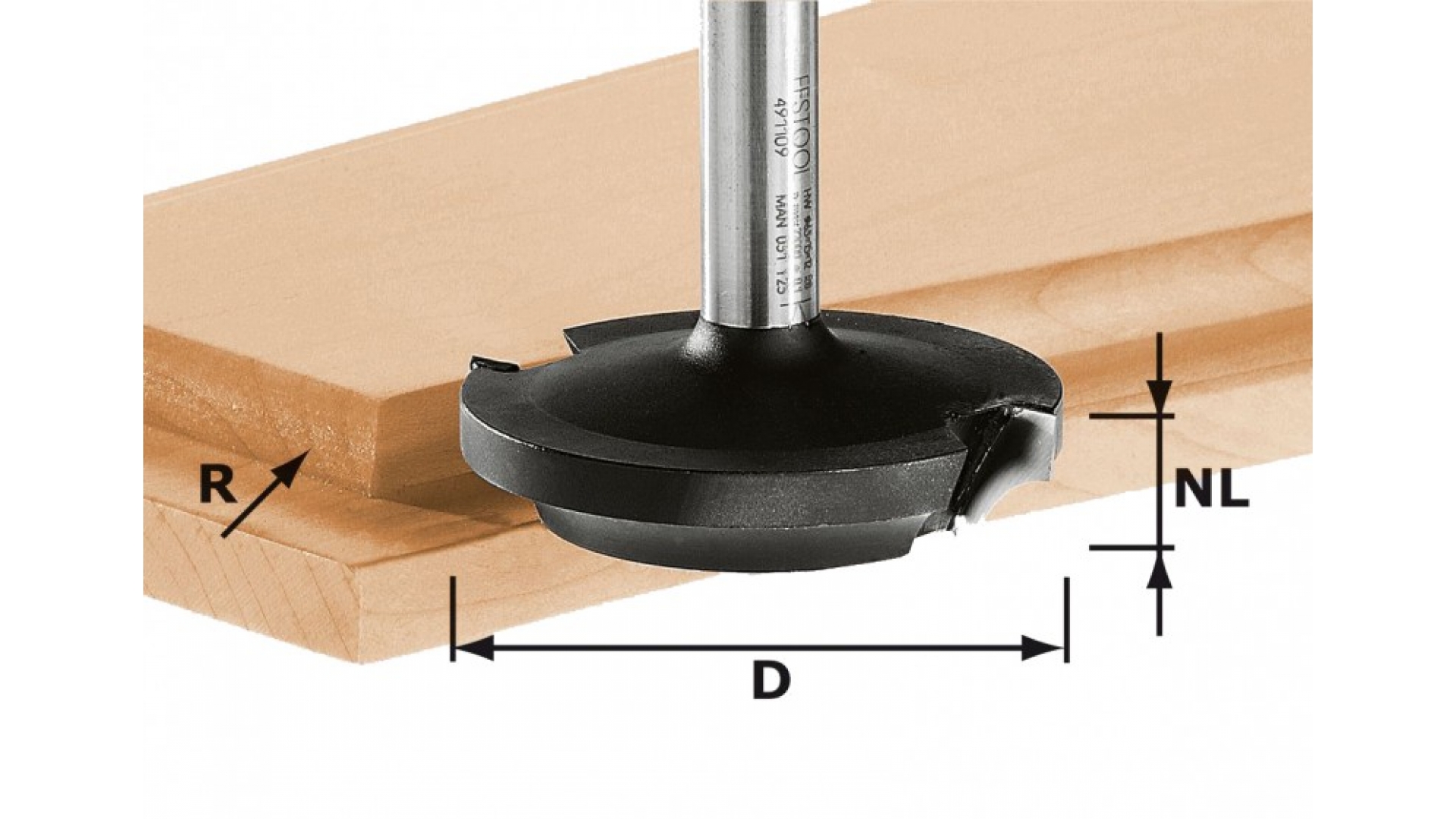 Их список будет изменяться с учетом того, какую именно работу вы будете выполнять. А от того, какого качества будут сами инструменты, во многом зависит цена.
Их список будет изменяться с учетом того, какую именно работу вы будете выполнять. А от того, какого качества будут сами инструменты, во многом зависит цена.Как правило, применяются следующие:
- ДСП;
- Электра лобзик;
- Шурупы, железные пластины;
- Электрическая дрель со сверлами;
- Напильник;
- Респиратор и спецодежда;
- Шаблоны.
Как выбрать фрезу для станка
Во время обработки изделий по дереву применяются специальные фрезы. Подбирать их нужно с учетом вида предстоящей работы и цены. Не забывайте также про вид обрабатываемого материала. Каждый из них требует использование соответствующих фрез, а также свои особенности, чем выше качество тем выше цена, но также и долговечность рабочего материала.
Фрез — это часть конструкции фрезерного инструмента. Фрезер состоит из хвостовика и рабочей режущей кромки. Фрезы между собой могут, различается особенностями конструкции в форме режущей части, материала изготовления и размером.
Фрезы между собой могут, различается особенностями конструкции в форме режущей части, материала изготовления и размером.
Есть общепринятая классификация этого элемента конструкции. Фрезы делятся на несколько образцов:
- Конусообразные. С их помощью можно делать обработку дерева разных пород под разными углами;
- Профильные. Используются для декорирования разных изделий из дерева;
- V -образные. Дают возможность делать отверстия в 45 градусов. Как правило, применяются для нанесения различного рода надписей на поверхности деревянных изделий;
- Прямоугольная. Используется для обработки пазов;
- Дисковые. При помощи этих изделий из дерева можно изготавливать горизонтальные пазы разной глубины и ширины;
- Калевочные.
 Применяются для закругления края;
Применяются для закругления края; - Гальтельные. Дают возможность создавать галтели на кромках деревянных изделий;
- Фальцевые. Используются во время фрезеровки четвертей;
- Ласточкино гнездо. Сделано специально для выполнения шиповых соединений открытого и скрытого вида.
 Применяются для закругления края;
Применяются для закругления края;Помимо этого, есть классификация фрез на безподшипниковые и подшипниковые. Ручной инструмент без подшипников при любых фрезах дает возможность обрабатывать материал в любом нужном месте.
Как установить фризу
Для начала фрезу нужно установить на нужную глубину. Это происходит в таком порядке:
- Подберите фризу для создания необходимого отверстия в дереве;
- Установить патрон в хвостовик так, чтоб погружение находилось не более 20 миллиметров;
- Разверните патрон до щелчка и зафиксируйте ключом его гайку;
- Для установки фрезера на нужную глубину применяйте специальное устройство, которое называется подвижный ограничитель заданной глубины;
- Поставьте ручку точной настройки в положение между плюсом и минусом.

Перед тем, как начать обработку готового изделия, непременно проверьте, как глубоко фреза будет входить на уже готовом образце. Если вход будет не таким, как надо, то вы можете сами поставить необходимую глубину на станке с помощью предназначенной для этого специальной ручки.
Как работать с фрезерным станком по дереву
Самое важное это правильно поставить регулятор скорости вращения станка. Если это не выполнить, то заготовка может прийти в негодность. Еще большим риск порчи изделия становится во время работы с большим фрезом по диаметру.Частоту оборотов выбирайте в соответствии с учетом характеристик материалов и особенности предстоящей работы. Чем правильней частота вращений фрезы относительно характеристик обрабатываемого дерева, тем более чистой и качественной будет работа.
Выбирая больший диаметр фреза, частоту вращения необходимо снижать. Например, фрезом размером 1 сантиметр можно работать на скорости приблизительно 20 000 оборотов в минуту, а фризой с сечением в 4 сантиметра нужно работать на скорости не более 10 000 оборотов в секунду. В комплектации с любым фрезом независимот от цены непременно идет инструкция. Удостоверьтесь в её наличии во время приобретения инструмента. В инструкции описаны все требования, которые нужно соблюдать для получения качественного результата.
В комплектации с любым фрезом независимот от цены непременно идет инструкция. Удостоверьтесь в её наличии во время приобретения инструмента. В инструкции описаны все требования, которые нужно соблюдать для получения качественного результата.
Фрезеровка дерева на столе требует таких правил:
- На поверхности стола необходимо установить линейку под форму, которая будет в дальнейшем вырезаться. Если будет делаться полукруг, используются дугообразные направляющие. При создании линии эти направляющие обязаны также быть ровными;
- Во время работы с деталями переменного профиля используйте узкие линейки с овальным торцом. Фиксируйте их перпендикулярно относительно обрабатываемой поверхности;
- Во время работы с фрезером помните о том, что по обрабатываемому материалу фрезер необходимо передвигать только в обратном направление, относительно передвижения фрезы. Иначе, вы можете не удержать фрезеровочный станок и нанести себе травму.
 Фиксируйте их перпендикулярно относительно обрабатываемой поверхности;
Фиксируйте их перпендикулярно относительно обрабатываемой поверхности;Приспособление для работы с фрезерным станком
Даже простая прямая рейка может значительно упростить работу краев материала. За продолжительное время работы опытные мастера накопили много секретов, которые значительно расширяют возможности ручного фрезерного станка по дереву. От качества насадок тоже многое зависит, несмотря на то, что цена может быть чуть выше, эффект может быть намного лучше чем от более дешёвой.В случае когда паз имеет точно такую же ширину, как и фрез, на концах направляющих необходимо установить специальные упоры, которые должны перекрывать подошвы фрезера.
Если ширина фрезы будет меньше, чем углубление либо паз, то необходимо прибавить еще одну удлиненную управляющую, чтобы вышла конструкция в форме рамки. Внутри данной рамки будут находиться все функции подошвы фрезера для дерева.
Внутри данной рамки будут находиться все функции подошвы фрезера для дерева.
Делать фрезеровку окружности намного проще, если есть в наличии циркулярный круг для упора. Выполните в середине круга небольшое отверстие и установите в него острие до упора. В случае когда центр будет расположен за пределами изделия, можно просто-напросто наклеить слой бумаги на фрезер доски, и уже затем сделать необходимое полое пространство.
Плоская фреза с округлыми краями дает возможность без особых усилий выровнять поверхность на заготовке с ярко выраженной структурой на древесине. Например, изделия из клёна. Конструкция этого устройства включает в себя плоское основание и корыто с одинаковым по высоте сторонами, и плоское основание, его ширина в два раза больше ширины лотка. Фрезер крепится в центре этого основания, а изделия укладываются в эту решетку. Сам процесс похож на процедуру циклования, но делается гораздо быстрее и на более высокой скорости. Чтобы сделать легче выравнивание, выбирайте основание из оргстекла.
Например, изделия из клёна. Конструкция этого устройства включает в себя плоское основание и корыто с одинаковым по высоте сторонами, и плоское основание, его ширина в два раза больше ширины лотка. Фрезер крепится в центре этого основания, а изделия укладываются в эту решетку. Сам процесс похож на процедуру циклования, но делается гораздо быстрее и на более высокой скорости. Чтобы сделать легче выравнивание, выбирайте основание из оргстекла.Прямые соединения ласточкин хвост и шипы делаются с использование специального шипорезного оборудования. В комплекте с этим устройством собственно находятся и фрезы. Применять какие-либо иные категорически запрещено.
Техника безопасности
В комплекте с любым устройством находится инструкция изготовителя. Здесь описываются все технические параметры и даются все советы по безопасности и использованию работы с фрезером. Нужно соблюдать ряд определённых правил, которые дают возможность минимизировать вероятность нанесения себе травм.
Если вы завершаете работу с фрезером убедитесь, что все приборы отключены от электропитания.
Важно! Во время работы с ручным фрезером будьте предельно сконцентрированы и сосредоточены. Выберете устойчивую позицию, дабы не утратить равновесие, и крепко держите фрезер в руках.
Сама деталь, которая обрабатывается, также, обязана быть надёжно и прочно зафиксирована. Нужно держать фрезер крепко. Во время касания фрезера с заготовкой может возникнуть очень сильный ответный удар. Если вы начнете держать инструмент не сильно крепко, то он, возможно, может вырваться из ваших рук и вас травмировать.
Подводя итог
Работая в подходящей спецодежде, проследите, чтоб не было свисающих частей материала, которые могут намотаться на фрезер. Непосредственно одежда не должна быть очень свободной, также, советуем надеть респиратор, чтобы защитить легкие дыхательные пути от вредной пыли. Именно так, нужно работать с ручным фрезером. Непременно запомните условия техники безопасности, которые выполняются в соответствии с требованиями инструкции! Оцените статью: Поделитесь с друзьями!Какие бывают фрезы для станков с ЧПУ
Фрезы – одна из разновидностей режущего инструмента. В зависимости от особенностей крепления различают насадные и концевые инструменты. Фрезы концевого типа удерживаются в шпинделе за хвостовик, насадные – имеют отверстие посередине для фиксации на оси. Насадные фрезы для станков с ЧПУ практически не используются. В этой статье остановимся на разновидностях концевых фрез для ЧПУ оборудования.
В зависимости от особенностей крепления различают насадные и концевые инструменты. Фрезы концевого типа удерживаются в шпинделе за хвостовик, насадные – имеют отверстие посередине для фиксации на оси. Насадные фрезы для станков с ЧПУ практически не используются. В этой статье остановимся на разновидностях концевых фрез для ЧПУ оборудования.
Технология производства концевых фрез
На сегодня существует два способа изготовления концевых фрез: технология производства фрез из цельного сплава быстрорежущей стали и технология стальных фрез с напаянными пластинами.
Серийный инструмент производится из цельных твердых сплавов, в частности, из быстрорежущей стали. Цельнометаллические фрезы характеризуются максимальной жесткостью, высочайшей точностью линейных размеров, надежны при эксплуатации в разных режимах, включая максимальный.
Алмазные, крупноразмерные и фасонные фрезы со сложной геометрией режущих кромок изготавливаются по другой технологии. На стальном теле напаяны кромки из другого более твёрдого материала. Есть варианты фрез со сменными пластинами. Такой инструмент более уязвим при работе на максимальных режимах. Этим способом изготавливаются и фрезы для ручных фрезеров.
Есть варианты фрез со сменными пластинами. Такой инструмент более уязвим при работе на максимальных режимах. Этим способом изготавливаются и фрезы для ручных фрезеров.
Фрезы по количеству заходов режущей кромки
По количеству режущих плоскостей различают одно-, двух-, трехзаходные. В отличие от однозаходного, многозаходный инструмент выполняет несколько режущих движений за один оборот. Теоретически, при одной и той же подаче, многозаходные фрезы обрабатывают поверхность чище, либо обеспечивают необходимую чистоту обработки при более высоких подачах.
При работе многозаходными фрезами важно, чтобы стружка не задерживалась в рабочей зоне, иначе инструмент сломается. Увеличение количества режущих кромок неизбежно связано с уменьшением ширины канавки. Поэтому чем меньше диаметр фрезы, тем меньше количество режущих кромок.
Удаление стружки из рабочей зоны производится вверх или вниз.
Однозаходные фрезы с выбросом стружки вверх
Фрезы такого типа идеально подходят для обработки вязких легкоплавких материалов, например, сплавов алюминия и полимерных материалов. Образующаяся стружка налипает на инструмент, а при работе однозаходным инструментом материал не разогревается до температуры плавления.
Образующаяся стружка налипает на инструмент, а при работе однозаходным инструментом материал не разогревается до температуры плавления.
При необходимости обработки пластика фрезой диаметром менее 9,5 мм рекомендуется использовать однолезвийные инструменты. В случае применения инструмента большего диаметра более целесообразно выбрать двухзаходную фрезу. Однозаходные фрезы с разным углом заточки используются при обработке ПВХ, пенопласта, акрила, древесины, цветных металлов и их сплавов.
Фрезы концевые однозаходные
Однозаходные концевые фрезы применяется для обработки материалов с образованием крупной стружки. Это полимерные материалы типа акрила, пластика разной твердости, оргстекла, а также ABS, ПВХ, дерево, композит, ДСП, ЛДСП, фанера. Они обеспечивают высокоскоростную обработку с превосходным качеством поверхности и быстрое удаление стружки при фрезеровании.
Они обеспечивают высокоскоростную обработку с превосходным качеством поверхности и быстрое удаление стружки при фрезеровании.
Двухзаходные фрезы с выбросом стружки вверх
Фрезы с двумя лезвиями предназначены для обработки неплавких легких материалов, прежде всего – древесины. В типоразмерном ряду двухзаходных фрез для станков с ЧПУ представлены инструменты разного диаметра, начиная от минимального. Двухзаходные фрезы диаметром свыше 8 мм можно использовать для работы с полимерными материалами. Двухзаходные фрезы по металлу часто имеют защитное покрытие, благодаря которому их можно использовать для обработки практически всех металлов. Для обработки алюминия рекомендованы двухлезвийные фрезы с осевым углом 45°-55°. За счет довольно большого угла, лезвия преодолевают сопротивление материала с минимально возможным усилием, металл не разогревается до температуры плавления. Пологие канавки обеспечивают наиболее эффективный выброс стружки из зоны резания.
Пологие канавки обеспечивают наиболее эффективный выброс стружки из зоны резания.
Трех- и четырехзаходные фрезы с верхним выбросом стружки

Применение многозаходных фрез оправдано и там, где необходима высокая скорость работы. Чем больше лезвий и меньше глубина фрезерования относительно диаметра фрезы, тем выше скорость резания.
Фрезы с выбросом стружки вниз
Сфера применения фрез с удалением стружки вниз – обработка тонких листовых материалов, причем за один проход можно резать несколько листов одновременно. В процессе работы фреза с нижним выбросом придавливает материал, тем самым исключая возможный сдвиг листа. При этом дополнительный прижим совсем не обязателен, что удобно.
Фрезы с прямыми лезвиями
Оптимальный выбор для работы в пазах. Благодаря этой особенности фрезы для ЧПУ с прямыми ножами получили второе название – пазовые. Инструмент отлично справляется с обработкой многослойных материалов.
Компрессионные фрезы
К компрессионным относят фрезы со сложной геометрией режущих кромок. Верхний нож инструмента направлен книзу, нижний, соответственно — кверху. Такое расположение лезвий предотвращает образование сколов и других дефектов на поверхности обрабатываемого материала. Область применения компрессионных фрез для станов с ЧПУ – обработка ламината, мягкой древесины и других материалов, склонных к скалыванию и образованию ворса. Важно, что для компрессионных фрез характерен длительный период стойкости. Работать компрессионной фрезой можно в один или несколько проходов. При этом важно, чтобы нижний нож был короче толщины снимаемого материала. Пренебрежение этим требованием неизбежно сказывается на качестве резания.
Фрезы компрессионные
Фрезы компрессионные (со встречно направленными ножами) используются для обработки ламинированного дерева без образования сколов, как на верхней так и на нижней кромке реза. Данные фрезы отлично обрабатывают древесину средней плотности, фанеру и многослойные плиты, материалы с одно- и двухсторонним ламинатом, различные пластики, МДФ, ДСП.
Бор-фрезы (или «кукуруза»)
Бор-фрезы, иначе – рашпильные фрезы, в среде профессионалов известны как «кукуруза». Разработаны для работы по абразивным и твердым материалам: твердым породам дерева, углепластикам, стеклопластикам, ХДФ (древесно-волокнистая плита высокой плотности). Скорость работы этого типа фрез почти не отличается от скорости обычного однозаходного инструмента. Дополнительной обработки поверхности после фрезеровки обычно не требуется. Но тем не менее, существуют фрезы «кукуруза» как для черновой, так и для чистовой обработки.
Разработаны для работы по абразивным и твердым материалам: твердым породам дерева, углепластикам, стеклопластикам, ХДФ (древесно-волокнистая плита высокой плотности). Скорость работы этого типа фрез почти не отличается от скорости обычного однозаходного инструмента. Дополнительной обработки поверхности после фрезеровки обычно не требуется. Но тем не менее, существуют фрезы «кукуруза» как для черновой, так и для чистовой обработки.
Фрезы кукуруза
Фрезы с двойной заточкой (типа кукуруза) применяются для обработки абразивных материалов с образованием стружки в виде пыли. Специальным образом расположенные режущие кромки рабочей части фрезы позволяют обрабатывать текстолит, стеклопластик и другие твёрдые композитные материалы.
Смотреть фрезы кукуруза
Фрезы для 3D-обработки
В группу фрез для формирования трехмерного рельефа включены инструменты со сферическим окончанием. Форма режущей части может быть:
- Конической;
- Цилиндрической.
Конические фрезы обеспечивают высокую точность работы при нанесении мелкого рельефа, что роднит их с граверами. Принципиальное отличие этих инструментов заключается в конструкции хвостовика. Благодаря массивному хвостовику, конические фрезы пригодны для нанесения глубокого рельефа, недоступного граверу. Окончание цилиндрической фрезы имеет больший диаметр и их чаще используют для черновой обработки, дорабатывая поверхность более тонким коническим инструментом.
Фрезы конусные
Конусные фрезы идельно подходят для обработки высоких рельефов без черновой обработки. Благодаря конусной форме, фрезы имеют высокую прочность при маленьком диаметре кончика фрезы.
Благодаря конусной форме, фрезы имеют высокую прочность при маленьком диаметре кончика фрезы.
Смотреть все фрезы конусные
Допускается для финишной обработки использовать радиусные граверы. Они дешевле, однако требуют повышенного внимания при резке, т.к. имеют меньший запас прочности.
Фасонные фрезы
К фасонным фрезам относят все инструменты с фигурными лезвиями, предназначенные для получения фасонных поверхностей. В эту группу включают калевочные, V-образные, галтельные и другие специальные фрезы. Большинство фасонных инструментов выполняются по технологии сталь + напайки, так как она дает возможность точного изготовления режущих кромок со сложной геометрией.
Исчерпывающий ассортимент фасонных фрез в нашем каталоге представлен брендом ARDEN. Это Тайваньская компания, производящая высококачественный режущий инструмент как для ЧПУ оборудования, так и для ручных фрезеров.
Это Тайваньская компания, производящая высококачественный режущий инструмент как для ЧПУ оборудования, так и для ручных фрезеров.
Концевые фрезы ARDEN
Концевые фрезы ARDEN предназначены для обработки твердой и мягкой древесины, ДСП, МДФ, OSB, а также пластиков (в том числе на основе акрила), ламинированных материалов. Лезвия фрез выполнены из микрозернистого твердого сплава, что позволяет использовать их для работы на обрабатывающих центрах, станках с ЧПУ и ручных фрезерах повышенной мощности.
Смотреть все фрезы ARDEN
Граверы
Применяются для нанесения сложного рельефного рисунка. Отличаются формой, углом и площадью торцевой части. Граверы с плоским концом принеяются непосредственно для 2D-гравировки. Граверы со сферическими окончаниями функционально ближе к фрезам для 3D-обработки, однако отличаются от последних меньшей устойчивостью к сильным нагрузкам.
Отличаются формой, углом и площадью торцевой части. Граверы с плоским концом принеяются непосредственно для 2D-гравировки. Граверы со сферическими окончаниями функционально ближе к фрезам для 3D-обработки, однако отличаются от последних меньшей устойчивостью к сильным нагрузкам.
Подведём итоги
Оптимальное решение при выборе типа фрезы для станков с ЧПУ будет зависеть от особенностей производства, сложности выполняемой работы и технических характеристик материала. Хотя ассортимент фрез довольно широк, вопросов с их оптимальным подбором под текущие задачи обычно не возникает. Если у Вас появились вопросы, или требуется консультация — обращайтесь, оставляйте комментарии. Поможем разобраться и сделать верный выбор среди обширного ассортимента фрез для ЧПУ оборудования.
Фрезы для станков по металлу
При выполнении фрезерования на станке применяется режущий зубчатый инструмент – фреза. Широкий спектр работ производимых на фрезерных станках объясняется универсальностью оборудования и разноплановостью инструмента по конструкции, размеру и способу его подач.
Широкий спектр работ производимых на фрезерных станках объясняется универсальностью оборудования и разноплановостью инструмента по конструкции, размеру и способу его подач.
Особенность цельных фрез в их отличной балансировке, применяются они для выполнения задач повышенной точности. Большая часть цельных деталей, используемые в изготовлении сложных профилей, обрабатываются фрезерованием. Работа проходит на расположенных в плоскости вращения фрезы заготовках. Обработка стальных болванок ведётся составными фрезами.
Отрезные фрезы по металлу применяются для обработки стали средней твёрдости и чугуна. Они устанавливаются на универсальные и оборудованные ЧПУ фрезерные станки. Фрезы соответствуют требованиям ГОСТ, но в отдельных случаях их можно заказать по индивидуальному чертежу под требуемые задачи. Диаметр её варьируется от 50 до 315 мм при толщине диска от 1 до 6 мм. Выполненный из быстрорежущей стали отрезной инструмент, может использоваться при вытачивания канавок на деталях, изготавливаемых из стали разных марок.
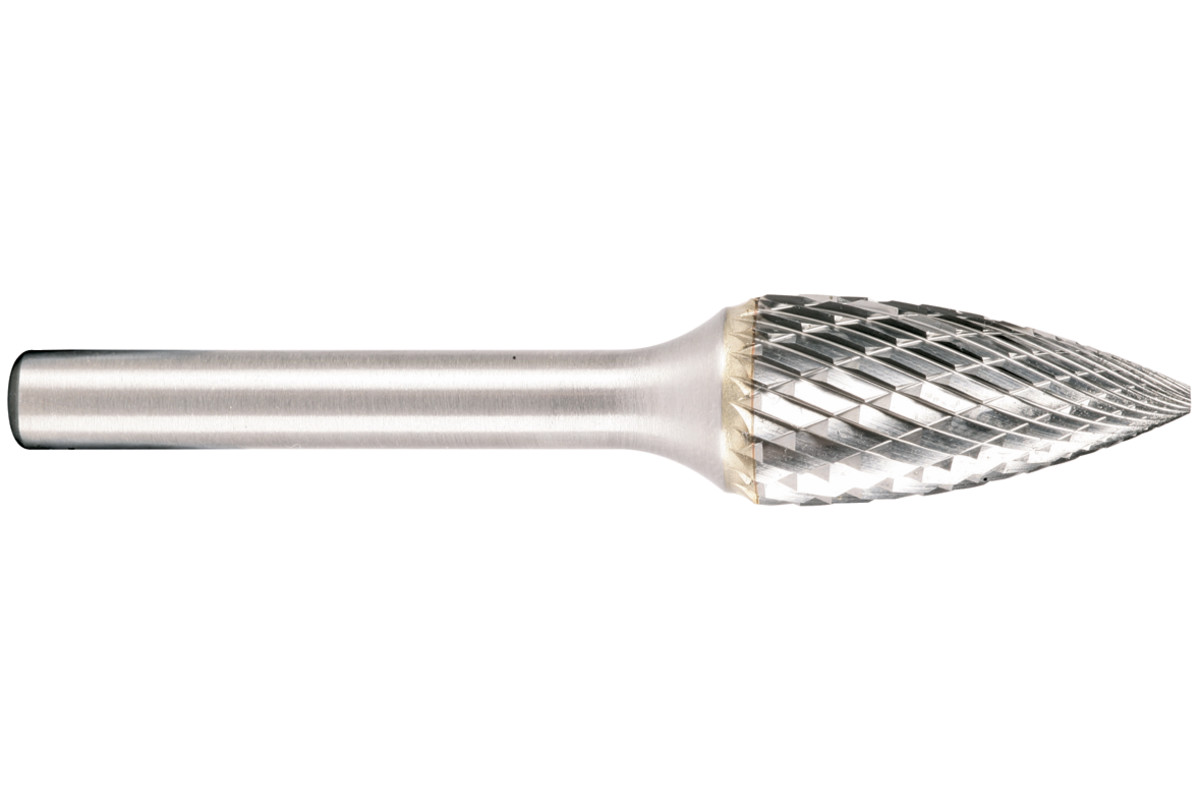
Твердосплавные фрезы применяются для проведения работ по закалённой стали – удаления облоя с цельных литых заготовок, для обработки швов на составных деталях имеющих следы сварки.
Типы твердосплавных фрез по металлу:
- цилиндрическая;
- сферическая;
- сфероцилиндрическая:
- овальная;
- гиперболическая;
- дисковая;
- обратноконическая.
Названия фрез соответствуют форме рабочей головки. Все виды рабочих головок делятся ещё и по углу скоса режущей поверхности. Они могут заменять в работе шлифовальный диск и хвостовик. Твердосплавные пластины имеют повышенный КПД в работе, а срок службы их значительно выше, чем быстрорежущие.
Цилиндрические фрезы
На горизонтально-фрезерном оборудовании используются цилиндрические резцы с прямыми и винтовыми зубьями. Соответственно, тот же вид будет у твердосплавных пластин режущей кромки. Прямозубые фрезы используются в обработке узких поверхностей. Винтозубые имеют плавный ход, что даёт более точные параметры обработки.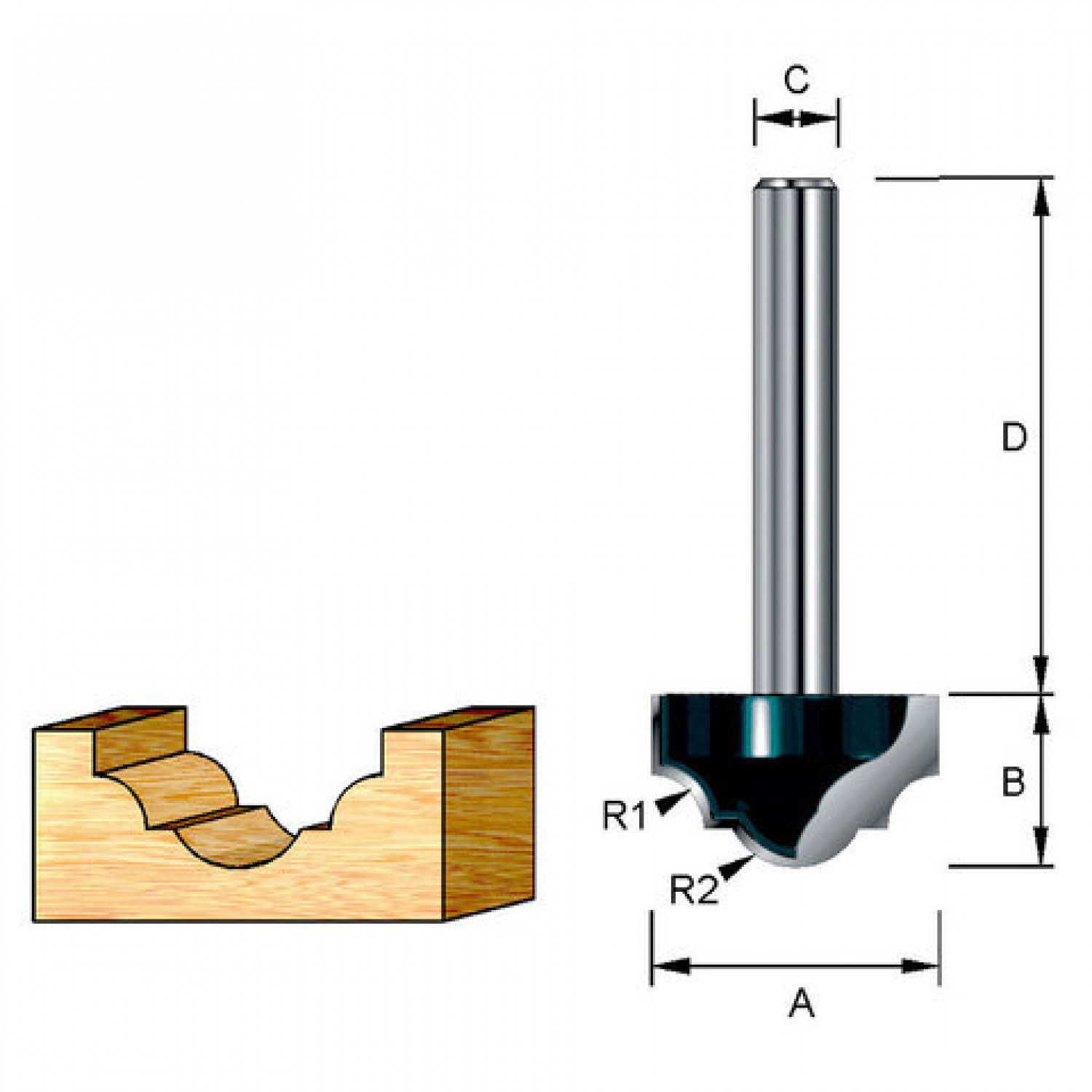
Цилиндрическая фреза
При необходимости обработки детали с углом наклона инструмента создающего максимальное давление на ось, чтобы не повредить деталь используют сдвоенные фрезы со встречно направленными зубьями. Это позволяет равномерно распределить нагрузку на ось. В процессе резки сдвоенной фрезой режущая кромка одного элемента перекрывается кромкой встречного. Благодаря этому на готовой детали нет никакого намёка, что обрабатывалась она не целиковым, а составным инструментом.
Концевые фрезы
Концевые применяются для обработки детали, которой необходимо придать сложный рельеф с выпуклостями, плавными обтекаемыми переходами от одного элемента к другому и вогнутыми линиями поверхности. Производятся концевые фрезы с цилиндрическими и коническими хвостовиками.
Концевые фрезы
Используется концевая фреза для формирования глубоких пазов, уступов и контурных выемок на корпусе деталей. Основными режущими этой группы инструментов являются кромки зубьев расположенных на цилиндре. Вспомогательные торцевые при этом виде работ служат защитой дна канавки. Выбор диаметра фрезы выбирается на 1/10 мм меньше от необходимой ширины паза.
Вспомогательные торцевые при этом виде работ служат защитой дна канавки. Выбор диаметра фрезы выбирается на 1/10 мм меньше от необходимой ширины паза.
Используется режущий инструмент для фрезерных станков на ручном и полуавтоматическом режиме управления, оснащённых системой ЧПУ и фрезерно-копировальном оборудовании. Конический хвостовик даёт большую жёсткость крепления в шпинделе. Создание сложного абриса предмета благодаря этому выполняется с соблюдением погрешности заложенной в конструкции станков, на которых применяется этот режущий инструмент.
Видео по производству концевых фрез
Внешне концевые напоминают сверло большого диаметра. Но лишь малая часть концевых фрез имеет режущий элемент нижней части головки. Основные обрабатывающие кромки расположены на гранях спирально закрученного вокруг оси инструмента.
Применение
- обработка торцевой или боковой наружной плоскости;
- создание фигурного контура детали из прямоугольной или плоской заготовки;
- растачивание до необходимого размера отверстий, созданных другим инструментом по металлу.
Угловые фрезы
Угловая необходима для создания углового паза и края наклонной и ли скошенной плоскости. На 1-угловых фрезах режущие пластинки расположены вертикально, вдоль конического корпуса и на его торце. 2-угловые отличаются расположением 2 режущих кромок на взаимодействующих смежных корпусах. Чаще всего эти фрезы применяются в производстве фрезерного инструмента.
Угловые фрезы
Угловая малого размера относится к группе концевых, она оснащена хвостовиком. Толщина её среза неравномерная – минимальное значение у оси вращения, максимальное по диаметру создаваемой окружности, у режущей вершины зуба. Перепады угла резки отражаются на неравномерном нагреве инструмента, что быстро выводит его из строя.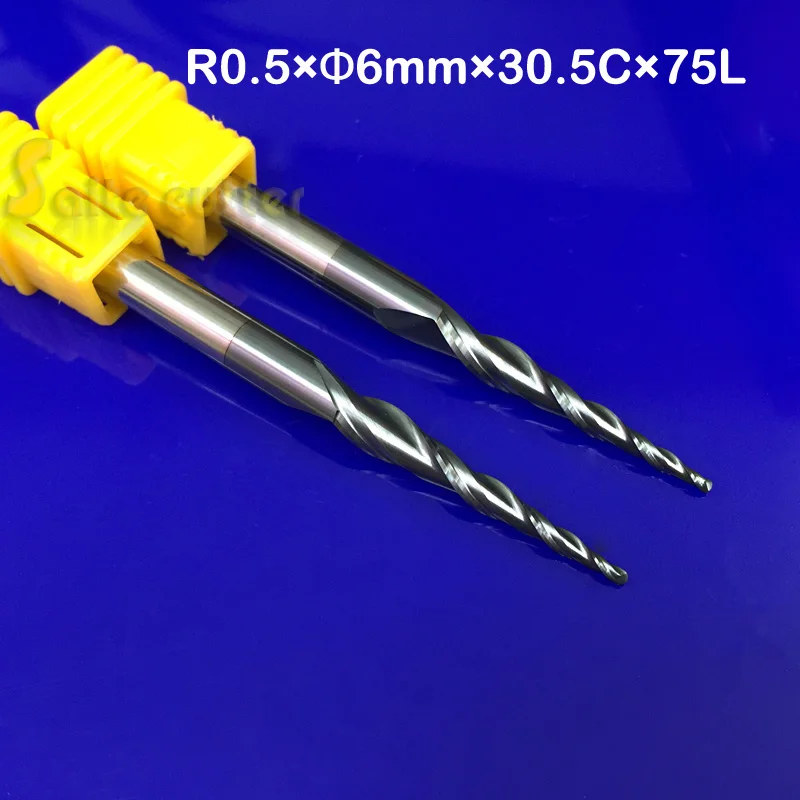 Прореживание зубьев через один несколько уменьшит нагрев. Для продления срока службы целесообразно скруглить вершину зубьев.
Прореживание зубьев через один несколько уменьшит нагрев. Для продления срока службы целесообразно скруглить вершину зубьев.
Отрезные фрезы
В отличие от концевых, отрезная применяется в обработке только по прямой. Дисковые отрезные фрезы используются для отделения выполненной детали от общего куска материала. При необходимости дисковые режущие можно использовать для нарезания канавок и пазов, также ими можно произвести сквозной надрез на фрезерном универсальном станке или оснащённом ЧПУ. Дисковые созданы для проведения обработки чугуна и средне жёсткой стали.
Отрезные фрезы
Торцевые насадные фрезы
В соответствии с ГОСТ фрезы торцевые насадные изготавливаются двух видов – с мелким и крупным зубом. Диаметр 40-50 мм предполагает крепление её на продольной шпонке. Инструменты 63-100 мм в диаметре крепятся на торцевой шпонке. Торцевые насадные могут быть праворежущими и леворежущими. При необходимости крупнозубые фрезы могут иметь неравномерное распределение по окружности режущих элементов. При изготовлении, выбор направления зубьев, отвечающих за сторону, в которую будет осуществляться резка, выбирается в соответствии с производственной необходимостью, особенностью в обработке конкретного вида деталей и конструктивной особенностью фрезерных станков.
При изготовлении, выбор направления зубьев, отвечающих за сторону, в которую будет осуществляться резка, выбирается в соответствии с производственной необходимостью, особенностью в обработке конкретного вида деталей и конструктивной особенностью фрезерных станков.
Торцевые фрезы
В круглых и пятигранных торцевых насадных фрезах могут использоваться режущие пластины с механическим креплением. Мелкозубые оснащаются вставными ножами с наконечниками из твердосплавных пластин. Применяются торцевые для обработки плоских заготовок на вертикально-фрезерных станках. Профилирующими их кромками являются только вершинки зубьев, торцевые режущие кромки выполняют вспомогательную работу, главная режущая функция ложится на боковые элементы.
Фасонные фрезыДля обработки деталей с криволинейными сложными контурами используются фасонные дисковые фрезы. Применяются они для узкого круга работ и могут быть:
- полукруглые выпуклые;
- полукруглые вогнутые;
- радиусные.
Особенность их в том, что режущие зубья расположены не по окружности, а только на отдельной её части.
Фасонная фреза
При большом разбросе внешних диаметров, размер внутреннего посадочного отверстия остаётся неизменным – d = 22 мм.
Группа фасонных делится на 2 вида – с затылованными и острыми зубьями. Оба вида используются для обработки деталей с непропорциональным соотношением размеров длины к ширине. Разница в обработке заключается в том, что у затылованной нулевой внешний угол и положительный задний. Она удобнее для заточки, не требует дополнительных приспособлений, но обработку ею чистовой не назовёшь. Более чистую точную обработку даёт острозубый инструмент. Но для поддержания его в надлежащем рабочем состоянии для заточки потребуется копир.
Имеет свою сферу применения и сборный фасонный инструмент. Отдельные его режущие кромки с простой формой составляют сложную кривую. Подобной конструкции фреза используется для обработки железнодорожной колёсной пары, а так же других сложных монолитных форм из металла. В пазах корпуса крепятся 2 смежные рейки с прикреплёнными твердосплавными пластинами.
В пазах корпуса крепятся 2 смежные рейки с прикреплёнными твердосплавными пластинами.
Шлицевые фрезы
Шлицевые или червячные применяются для нарезания зубьев на валу или шестерни зубчатой передачи или шлицевого соединения по боковому профилю. Шлицевые фрезы – это целая группа инструмента с разным расположением зубьев по окружности диска или только на цилиндрической поверхности. Отличаются они и по способу крепления режущих элементов.
Шлицевыя фреза
Дисковые фрезы
Наиболее удобны для нарезания глубоких канавок, разной ширины, трёхсторонние дисковые. Как пазовый чаще используется инструмент, оснащённый регулируемыми пластинами. Особенность смены угла режущих элементов позволяет провести резку канавки или паза.
Дисковая фреза
Дисковые пазовые предназначены для создания неглубоких пазов. Зубья их расположены на цилиндрическом корпусе. Уменьшить трение при нарезке канавок или пазов помогает расширяющийся к наружной стороне угол. Особенность этой фрезы в том, что у ступицы она уже, чем по наружному диаметру.
2 и 3-сторонние имеют зубья на торцевых сторонах. Боковые их режущие кромки – вспомогательные, главные расположены на самом цилиндре. Зубья, расположенные по окружности, могут иметь положительные и отрицательные значения наклона угла. Отрицательные углы на торце срезаются.
Выбор фрезы для станка с чпу
Выбор типа фрезы для станка зависит от обрабатываемого материала:
1-заходные фрезы для станков с ЧПУ подходят для для фрезеровки «мягких» материалов: мягких пластмасс (оргстекло, акрил, ПВХ, плексиглас, пенопласты), деревянных материалов (древесина, волокнистая плита, ДСП), сэндвич панелей (алюминий / пластмассы) в выигрыше острые. Так как здесь проблема более скорого затупления предпочтительнее чем опасность засорения и поломки фрезы.
Данный тип фрезы в основном применяется рекламными и макетными производствами для быстрого раскроя материалов в том случае, когда не столь важно качество торца обрабатываемой поверхности. Однако глубина и длина одной канавки позволяет получать длинную стружку, которая препятствует забиванию фрезы, что увеличивает ее долговечность.
Однако глубина и длина одной канавки позволяет получать длинную стружку, которая препятствует забиванию фрезы, что увеличивает ее долговечность.
2-заходные фрезы для станков с ЧПУ подходят для для фрезеровки жестких материалов МДФ, Фанера, пластмасс (оргстекло, акрил, ПВХ, плексиглас, пенопласты), сэндвичей (алюминий / пластмассы) .
Спиральная фреза с двумя и более заходами применяется для обработки с образованием более мелкой стружки и с большим съемом материала за один проход. Количество зубьев и глубина канавок обеспечивает измельчение. При использовании фрез с большим количеством заходов можно добиться большей чистоты обработанной поверхности.
Спиральная двухзаходная круглая фреза позволяет получить наименее шероховатую поверхность благодаря меньшим вибрациям в процессе резания. Этот инструмент применяется для нанесения U-образной гравировки (например, текста) на поверхность материала, а также используется при окончательной или предварительной обработке трехмерных объектов (в зависимости от величины самых мелких элементов рельефа). При окончательной обработке такой фрезой твердых сортов дерева поверхность получается полированной и не требует дополнительной доработки. Также спиральные фрезы используют для предварительной и окончательной (зависит от геометрии обрабатываемой поверхности) обработки 3D-объектов и различных форм.
При окончательной обработке такой фрезой твердых сортов дерева поверхность получается полированной и не требует дополнительной доработки. Также спиральные фрезы используют для предварительной и окончательной (зависит от геометрии обрабатываемой поверхности) обработки 3D-объектов и различных форм.
Наиболее часто встречаются фрезы с удалением стружки вверх. При работе фрезой с удалением стружки вверх на поверхности обрабатываемого материала может присутствовать ворс. Чтобы при прорезной резьбе(раскрой) получить чистую поверхность можно использовать фрезы с удалением стружки в низ , в которых сочетается правое вращение и левая спираль резьбы, что препятствует возникновению ворса на поверхности. При обработке ламинированных материалов используют компрессионные фрезы, которые позволяют получить поверхность без сколов, сохраняя облицовочный материал .
Сферические, или шариковые, фрезы для станков с ЧПУ применяются для 3D-обработки. Они обрабатывают дерево, пластик, сталь, цветные металлы (медь, алюминий, дюраль, латунь и т. д.). Данные фрезы позволяют получить поверхность с меньшей шероховатостью благодаря меньшим вибрациям в процессе резания.
д.). Данные фрезы позволяют получить поверхность с меньшей шероховатостью благодаря меньшим вибрациям в процессе резания.
Фрезы конусные двухзаходные, для станков с ЧПУ используются для работы с заготовками из дерева, ДСП, МДФ, пластиков, модельного воска и некоторых цветных металлов. Конусные двухзаходные фрезы иделаьно подходят для обработки высоких рельефов за один этап без черновой обработки. Благодаря конусной форме фрезы имеют высокую прочность при маленьком диаметре режущего кончика фрезы.
Фрезы изготавливаются из карбида вольфрама с добавлением упрочняющих примесей, покрытие AlTiN (алюминий нитрид титана).
Настройка конусной фрезы в программе ArtCAM описана в статье «Создание инструмента конусной фрезы в ArtCAM»
Фрезы с режущей частью в виде рыбьего хвоста при фрезеровке насквозь предотвращают появление неровностей, сколов, заусенцев на обратной стороне материала. Глубокая канавка позволяет поддерживать высокие подачи при высокоскоростной обработки обработке материала. За счет геометрии лезвия минимизируются вибрации, а геометрия фрезы способствует эффективному выбросу стружки из зоны резания.
Глубокая канавка позволяет поддерживать высокие подачи при высокоскоростной обработки обработке материала. За счет геометрии лезвия минимизируются вибрации, а геометрия фрезы способствует эффективному выбросу стружки из зоны резания.
Конический гравер применяется для обработки мелких 3D-элементов рельефа и при гравировке на поверхности материала (ABS, ПВХ, дерево, оргстекло).
Различия между фрезой и граверомГравер — это простой инструмент, разделенный пополам цилиндр, с последующей задней шлифовкой.
Форма может быть различна; наиболее распространены треугольные . В противоположность фрезам у них нет спиралевидного желоба для отвода стружки.
Основное отличие между китайскими фрезами и европейскими — это их ресурс, измеряемый в погонных метрах или часах работы машин. Поскольку стоимость европейских фрез, как правило, в 2-3 раза превышает стоимость китайских, выгода получается весьма ощутимая. Рассматривая вариант металлообработки, нелишним будет проверить точность изготовления фрезы. Как правило, фабрики, занимающиеся изготовлением фрез по металлу в Европе, имеют свои представительства и в Китае. Если же брать небрендовые китайские фрезы, то нужно тщательно смотреть угол заточки, глубину канавки и желательно поинтересоваться, из какого сплава они сделаны.
Рассматривая вариант металлообработки, нелишним будет проверить точность изготовления фрезы. Как правило, фабрики, занимающиеся изготовлением фрез по металлу в Европе, имеют свои представительства и в Китае. Если же брать небрендовые китайские фрезы, то нужно тщательно смотреть угол заточки, глубину канавки и желательно поинтересоваться, из какого сплава они сделаны.
HSS фрезы с покрытием
Жизнь HSS фрезы с покрытием значительно увеличивается. Например, для нитрида титана (TiN) срок службы увеличивается в шесть раз.
Titan-Nitrid существенно жестче чем HSS, а также жестче чем HM. С Titan-Nitrid покрытием инструменты HM служат также дольше, хотя различие в твердости незначительное.
Более значительно покрытие отражается на число оборотов и подачу. Ее можно увеличивать и укорачивать таким образом время обработки. При фрезеровке алюминия TiN предотвращает внушающее страх запекание алюминия во фрезе. Покрытие действует как тефлон в сковороде (стружка скользит).
Трехзаходные или трехзубые фрезы.
Трехзаходные спиральные торцевые концевые фрезы применяются для фрезерования, раскроя, обработки пазов по твердым материалам,черновой и получистовой обработки сталей, в том числе нержавеющих. Три режущих кромки обеспечивают более высокое качество обрабатываемой поверхности, чем у 2-х и однозаходных фрез. Их главное преимущество – высокая жесткость при сохраняющихся неплохих характеристиках отвода стружки из зоны резания.
Ознакомиться с режимами резки на фрезерных станках с ЧПУ можно здесь.
Выбор фрез для станка с ЧПУ
Выбор фрез для работы сродни выбору инструмента для музыканта. Только при наличии надежного и качественного режущего приспособления можно получить наилучший результат. Предусмотреть все возможные нюансы, которые могут возникнуть в ходе работы, довольно сложно, однако иметь под рукой классификатор фрез для станка ЧПУ будет не лишним. В ассортименте магазина ФРЕЗА. РУ представлены все виды режущих инструментов для современного фрезерного станка с ЧПУ.
РУ представлены все виды режущих инструментов для современного фрезерного станка с ЧПУ.
В зависимости от материала и типа обрабатываемой заготовки, а также конкретных условий резания, фрезы представлены в самом разнообразном конструктивном исполнении. Остановимся на приоритетных характеристиках при выборе фрезы.
1. Тип выполняемой операции на станке ЧПУ является одним из самых главных параметров при выборе фрезы. Такое оборудование характеризуется высокой точностью и скоростью обработки материалов, что требует верного подбора режущего инструмента. В зависимости от технологических требований производителя следует учитывать не только тип обработки, но и режимы работы станка. Понимая специализацию оборудования и учитывая диаметр и частоту вращения шпиндельной головки, следует подбирать фрезу по способу крепления, ориентируясь на конечный результат.
В зависимости от задач проекта различают:
- Фрезерование;
- Точение;
- Сверление;
- Расточка;
- 3D-обработка.

Таким образом, для каждой поставленной задачи подбирается соответствующая фреза с определенной геометрией.
2. Способ крепления фрезы на шпинделе также влияет на подбор режущего инструмента. Перед покупкой необходимо выяснить — подойдет ли фреза для крепления на вашем станке.
Различают следующие типы креплений:
- Механический;
- Гидравлический;
- Термозажим.
Следует добиваться максимально точного центрирования фрезы на шпинделе фрезерного станка для наименьшего биения зубьев.
3. Направление, технология резки, режим и форма обработки заготовки определяют выбор того или иного режущего инструмента.
- Торцевые фрезы применяют для обработки ступенчатых и плоских поверхностей. Они изготовлены в виде цилиндрической конструкции с рабочими лезвиями, расположенными на торцах. Здесь рабочими являются только вершины режущих лезвий. Это массивные инструменты, при работе которых достигается высокая скорость вращения.
- Дисковые фрезы незаменимы при создании пазов, углублений и выемок. В зависимости от числа и расположения режущих кромок способны выполнять несколько операций за один проход. Для формирования неглубоких пазов применяют пазовые дисковые фрезы, для вырезания узких выемок и шлицев – тонкие дисковые пилы. Дисковые двухсторонние и трехсторонние фрезы за счет вспомогательных лезвий на торцах обладают универсальностью и имеют большую производительность.
- Сфера применения угловых фрез – это обработка наклонных плоскостей, кромки и угловых пазов. Угловые фрезы могут быть одноугловыми и двухугловыми. Режущие кромки такой фрезы расположены под разным углом относительно одна другой. Для одноугловой характерно расположение кромок по одну сторону конуса и на торцах, а для двухугловой – лезвия лежат на двух смежных конических поверхностях.
- Концевые фрезы имеют все рабочие режущие кромки, а внешне довольно схожи со стандартными сверлами. Они подходят для выполнения сложных фрезеровочных операций, обработки перпендикулярных плоскостей, глубоких уступов и выемок. Позволяют проводить обработку заготовки во всех направлениях.
- Фреза сферического типа применяется для рельефной обработки поверхности, для оформления 3D рисунков и форм. Чаще всего востребованы при работе с деревом и пластиком, реже – с металлами и сталью. Сферические фрезы дают на выходе гладкую поверхность, минимизируют появление вибраций и позволяют избежать шероховатостей.
- Фасонная фреза применяется для обработки поверхностей сложных форм – цилиндрических или винтовых. При помощи этой фрезы нарезают фасонные канавки, прямые и винтовые стружечные каналы, обрабатывают кромку сложной конфигурации.
 Это массивные инструменты, при работе которых достигается высокая скорость вращения.
Это массивные инструменты, при работе которых достигается высокая скорость вращения. Они подходят для выполнения сложных фрезеровочных операций, обработки перпендикулярных плоскостей, глубоких уступов и выемок. Позволяют проводить обработку заготовки во всех направлениях.
Они подходят для выполнения сложных фрезеровочных операций, обработки перпендикулярных плоскостей, глубоких уступов и выемок. Позволяют проводить обработку заготовки во всех направлениях.4. Количество зубьев (канавок) фрезы влияет на качество снимаемой стружки и производство тепла при обработке заготовки. Так, при сравнении двух фрез равного диаметра у фрезы с большим количеством зубьев температура каждого зуба будет выше, чем у фрезы с меньшим количеством зубьев.
- Крупнозубые фрезы более прочные. Они имеют небольшое число зубьев с большим шагом и дают стружку крупного размера;
- Мелкозубые фрезы обладают большим количеством зубьев с малым шагом. При работе дают мелкую стружку.
5. Диаметр режущей части и хвостовика влияет на глубину обработки и количество выполненной работы. При большом объеме работы применяют фрезы с большим диаметром хвостовика (6, 8, 10, 12 мм), а для вырезания небольшого рельефа и обработки небольшой площади подойдет фреза с диаметром до 4 мм.
6. Гравер и насадки к нему также применяют для обработки материалов, но их следует отличать от фрез и других режущих инструментов. В отличие от фрезы насадки для гравера не имеют спирального желобка для отвода стружки и предназначены для несложных видов обработки заготовок с последующей задней шлифовкой. Комплектуются различными видами насадок и применяются для обработки миниатюрных деталей и небольших объемов работ.
7. Способ отвода стружки особенно важен при выполнении работ большого объема. Необходимо учитывать не только направление схода стружки, но и ее форму, сечение и особенности образования. Контроль параметров отделения стружки от заготовки происходит в соответствии с выбранными параметрами резания.
8. Длина режущей части подбирается в зависимости от параметров обработки заготовки. Длина режущей части всегда чуть меньше полной длины фрезы и задается параметрами резки.
9. Подбор фрез по ценовому диапазону и брендам позволяет выбрать наиболее оптимальный вариант фрезы. Магазин ФРЕЗА.РУ предлагает как недорогой инструмент, так и продукцию компаний с солидной репутацией. Фрезы китайского производителя DJTOL зарекомендовали себя, как добротные и качественные инструменты по относительно невысокой стоимости. Американские, европейские и японские фрезы известных брендов отличаются более высокой продуктивностью, повышенной надежностью, а значит, и более высокой стоимостью.
10. Покрытие фрезы обеспечивает повышение износостойкости режущего инструмента. Для выбора покрытия необходимо ознакомиться с его описанием и свойствами в каталогах производителей.
В интернет-магазине ФРЕЗА.РУ задача выбора фрезы облегчается наличием удобного фильтра, который автоматически подберет фрезу по заданным вами параметрам. Кроме того, вы можете оставить заявку на подбор инструмента или связаться с нашими менеджерами. Звоните по телефону 8 (800) 777-05-39, здесь вам помогут подобрать и купить фрезу для станка с ЧПУ! Правильно подобранный инструмент – залог качественной и безопасной работы, непременное условие долгой и отменной службы вашего оборудования.
Фрезы по дереву для станков
Описание
Фрезы насадные по дереву для станка – это незаменимые на каждом предприятии элементы, которые позволяют добиться идеальной обработки древесины в полном соответствии с чертежами. Детали, выполненные из металлического сплава, широко применяются на разных предприятиях: пилорамы, черновая обработка древесины, мебельное производство, столярные и багетные мастерские, фирмы по ремонту и модернизации всех типов мебели.
Как выбрать фрезы по дереву для станков?
Сегодня на рынке инструментов и оборудования для деревообработки представлена продукция разных производителей. В зависимости от специфики предприятия и особенностей комплектации цеха можно подобрать и купить фрезы насадные от компаний Kvarnstrands, Leitz, WoodTec, Самсон и др. Но при выборе инструмента важно обратить внимание не только на бренд, но также на следующие факторы:- материал изготовления. На многих видах оборудования установлена фреза по дереву для фрезерного станка, цена на которую зависит от специфики (алмазная, твердосплавная) и размеров изделия;
- особенности обрабатываемого материала – для твердых пород древесины и клееных материалов в приоритете алмазные фрезы для фрезерного станка по дереву. А для обработки мягких пород можно приобрести твердосплавную деталь;
- характеристики оборудования (скорость подачи сырья/заготовок, частота вращения шпинделей). Важно грамотно подобрать фрезы по дереву для фрезерных станков и купить детали, которые обеспечат качественную обработку древесины без брака и отходов;
- уровень аспирации – современное оборудование оснащено устройствами для подачи вакуума. При правильном подборе фрезы для фрезерных станков по дереву вся стружка оперативно удаляется с места обработки, позволяя выполнять все операции с максимальной точностью.
Фреза торцевая насадная: бескомпромиссная точность обработки древесины
Компания «АСТехнология» предлагает широкий ассортимент оборудования и инструментов для деревообработки. Частные и корпоративные клиенты смогут подобрать и купить фрезы по дереву для станков, цена на которые зависит только от материала изготовления, размера и производителя.В каталоге представлены лучшие вариант фрез, которые отличаются:
- полным соответствием с заявленными параметрами – вы с легкостью подбреете основную деталь для станков от российских и зарубежных производителей;
- оптимальной стоимостью – при оптовых заказах на фрезы торцевые насадные цена значительно снижается;
- гарантиями производителя и продавца – на всю продукцию имеются сертификаты качества, инструкции и техническая документация.
«АСТехнология» – это весь ассортимент деталей и инструментов в одном каталоге: фреза по дереву для станка для изготовления доски, вагонки, минишип/микрошип, фрезы насадные и другие варианты популярных изделий по цене производителя.
Немного о фрезах
Конструктивно существует огромное количество фрез в зависимости от выполняемых задач, применяемого фрезеровального инструмента, обрабатываемого материала и формата обрабатываемых деталей. Самое крупное деление фрез – это по виду установки на фрезеровальный инструмент. По этому типу различают фрезы концевые и насадные.
Насадные фрез ы еще называют дисковыми фрезами, поскольку они действительно представляют собой диски в отверстиями по центру, которые насаживаются на ось горизонтально- и универсально-фрезерных станков.
Пример дисковой фрезы.
Концевые фрезы используют режущие поверхности, располагающиеся на оконечнике фрезы, которая зажимается в шпинделе фрезерного станка наподобие сверл в патронах сверлильных станков. Более того, многие из фрез даже внешним видом напоминают сверла.
Пример концевой фрезы.
Однако есть принципиальное отличие сверл от концевых фрез, как бы они ни были похожи. Дело в том, что сверла предназначены для рабочей нагрузки только в осевом направлении. Любое смещение или отклонение от осевой нагрузки чревато разрушением сверла. Фрезы же в самом общем понимании как раз применяются для пространственных неосевых смещений и обработке материала в различных направлениях. Режущие кромки у таких фрез могут быть как по осевой части, так и по торцу фрезы.
Наличие нескольких режущих поверхностей и способность использования этого для пространственной обработки материала характерно также и для дисковых фрез, что отличает их от отрезных кругов.
Именно эта способность – применение нескольких режущих поверхностей для пространственной, а не осевой или плоской обработки материала и делает фрезы универсальным инструментом, который можно использовать практически для любых целей и задач. А сочетание фрезерного станка с ЧПУ позволяет творить настоящие произведения искусств и даже чудеса.
Примеры работ на фрезерном станке.
Концевые фрезы Атака представлены большим модельным рядом фрез, которые можно применять как в домашних устройствах и ручных фрезерных станках, так и для производственных целей. Фрезы пазовые, кромочные — калевочные, галтельные и т.д., а также наборы, специально подобранные для выполнения наиболее распространенных фрезерных работ. Помимо широкого ассортимента, фрезы Атака отличает точность и аккуратность обработки поверхностей и высокий ресурс работы.
Фрезы и инструменты — типы и их назначение (с изображениями)
Обработка с ЧПУ — это широко применяемая субтрактивная технология производства. Системы числового программного управления обеспечивают меньшую потребность в рабочей силе и более высокий уровень автоматизации.
Одним из таких автоматизированных методов изготовления является фрезерование с ЧПУ. Это процесс, при котором роторные фрезы удаляют материал, что делает его противоположностью токарной обработки с ЧПУ.
Фрезерные центры не только автоматически выполняют резку, но и меняют инструменты.В среднем процессе создания готового изделия из металлического блока, например, используются различные инструменты.
Итак, давайте посмотрим, какие фрезерные инструменты используются на станках и для чего они предназначены.
Какие бывают фрезы?
Наиболее распространенные типы фрез:
- Концевая фреза
- Торцевая фреза
- Шарорез
- Слябовый стан
- Фреза боковая
- Эвольвентная зуборезка
- Мухорезка
- Полый стан
- Shell дробилка
- Концевая фреза для черновой обработки
- Фреза
- Нож для ерша
Во-первых, мы должны начать с одного из основных вопросов.
В чем разница между концевым и торцевым фрезерованием?
Это две наиболее распространенные операции фрезерования, в каждой из которых используются разные типы фрез — фреза и торцевая фреза. Разница между концевым фрезерованием и торцевым фрезерованием заключается в том, что концевая фреза использует как конец, так и стороны фрезы, тогда как торцевое фрезерование используется для горизонтального фрезерования.
Концевая фреза
У этих инструментов обычно плоское дно, но не всегда.Также доступны круглые и закругленные фрезы. Концевые фрезы похожи на сверла в том смысле, что они могут резать в осевом направлении. Но преимущество фрезерования заключается в возможности поперечной резки.
Торцевая фреза
Торцевое фрезерование
Торцевые фрезы не режут в осевом направлении. Вместо этого режущие кромки всегда расположены по бокам режущей головки. Режущие зубья представляют собой сменные твердосплавные пластины.
Это увеличивает срок службы инструмента при сохранении хорошего качества резки.
Шарорез
Шаровые фрезы, также известные как шаровые мельницы, имеют полусферический режущий наконечник. Цель состоит в том, чтобы поддерживать радиус угла для перпендикулярных граней.
Слябовый стан
Слябовые фрезы не так уж часто используются в современных обрабатывающих центрах. Скорее, они все еще используются с ручными фрезерными станками для быстрой обработки больших поверхностей. Вот почему фрезерование слябов часто называют фрезерованием поверхности.
Сама плита вращается в горизонтальном положении между шпинделем и опорой.
Фреза боковая
Предшественник концевой фрезы. Бокорезы имеют зубья по окружности и с одной стороны. Это делает функциональность очень похожей на концевые фрезы, но их популярность с годами пошла на убыль с развитием других технологий.
Эвольвентная зуборезка
Есть специальный режущий инструмент для фрезерования эвольвентных шестерен. Существуют различные фрезы для изготовления шестерен с определенным количеством зубьев.
Мухорезка
Эти инструменты выполняют ту же функцию, что и торцевые фрезы. Они состоят из центрального корпуса, вмещающего одну или две насадки (двусторонние фрезы).
Торцевые фрезы лучше подходят для качественной резки. Фрезы для мух просто дешевле, и режущие насадки часто изготавливаются в магазине машинистом, а не покупаются в магазинах.
Полая мельница
Полое фрезерование
Пустотные фрезы в основном противоположны торцевым фрезам.Здесь заготовка подается во внутреннюю часть фрезы для получения цилиндрической формы.
Концевая фреза для черновой обработки
Как следует из названия, это в значительной степени концевые фрезы с небольшой разницей. Концевая фреза для черновой обработки имеет зазубрины. Это ускоряет процесс резки по сравнению с обычной концевой фрезой.
Обрезанные кусочки металла меньше обычных, поэтому их легче очистить. С заготовкой одновременно контактируют несколько зубцов. Это уменьшает стук и вибрацию, которые в противном случае могли бы быть больше из-за неровностей зубьев.
Резак по дереву
Woodruff или фрезы для шпоночных пазов и пазов используются для разрезания пазов на детали, например валы. Режущие инструменты имеют зубья, перпендикулярные внешнему диаметру, для создания подходящих пазов для шлифовальных шпонок.
Резьбовая фреза
Название этого инструмента говорит все, что вам нужно знать о его назначении. Для изготовления резьбовых отверстий используются резьбовые фрезы.
Нарезание резьбы обычно выполняется на буровом оборудовании.Однако использование резьбовой фрезы более стабильно и имеет меньше ограничений для окружающей среды.
Какие материалы используются для режущих инструментов?
Как видите, существует множество различных станков для самых разных целей. То же самое и с материалами, из которых изготовлены эти инструменты.
Давайте копнем глубже и рассмотрим наиболее распространенные материалы для фрезерных бит.
Углеродистая сталь
Самый дешевый из всех. И именно поэтому он до сих пор находит применение.Поскольку углеродистая сталь не очень долговечна, она подходит только для низкоскоростных операций.
Углеродистая стальтеряет твердость при 200 ° C. Это является причиной более низких скоростей — для сохранения низкого теплового эффекта.
быстрорежущая сталь
Быстрорежущая сталь, сорт инструментальной стали, содержит несколько легирующих элементов, которые обеспечивают лучшую реакцию на нагрев и износ, чем обычная углеродистая сталь. По мере того, как жизненный цикл такого инструмента увеличивается, увеличивается и его стоимость.
Теряет твердость при 600 ° С.Поэтому для этих инструментальных сталей подходят более высокие скорости фрезерования.
Твердые сплавы
Этот материал тверже, чем быстрорежущая сталь, но его прочность не так впечатляет. Более высокая твердость обеспечивает лучшую защиту от износа, но более низкие уровни вязкости делают его немного более восприимчивым к растрескиванию и выкрашиванию.
Верхняя температура использования составляет 900 ° C.
Резка керамики
Режущая керамика даже тверже, чем твердые сплавы, но проигрывает по прочности.И оксид алюминия, и нитрид кремния используются для производства этих инструментов с различными свойствами.
Режущие керамические инструменты склонны к растрескиванию при работе с твердыми материалами и при высоких температурах. Поэтому, например, они не подходят для обработки стали. В противном случае следует ожидать короткого срока службы инструмента.
Выбор подходящего станка
Как правило, в производстве выбор метода или инструмента сводится к достижению баланса между скоростью, стоимостью и качеством.Стоимость зависит как от цены инструмента, результата механической обработки износа, так и от времени, необходимого (скорости) для изготовления деталей.
Выбор материала инструмента
Обычные углеродистые стали обычно исключаются из списка опций из-за их ограниченных возможностей. Поэтому HSS (быстрорежущая сталь) является наиболее дешевым материалом для выполнения работы. В то же время скорость его износа означает, что в долгосрочной перспективе есть варианты получше.
Кобальтосодержащая быстрорежущая сталь, например, подходит для еще более быстрого фрезерования.Это делает их достаточно подходящими для большинства работ.
Твердый сплав — это еще один шаг на пути к высокопроизводительному фрезерованию благодаря вышеупомянутым свойствам таких фрезерных станков. В конечном итоге они являются более экономичным выбором, в то время как первоначальные затраты выше.
Диаметр
Это довольно просто. Инструмент большого диаметра может быстрее фрезеровать деталь. Ограничения применяются в зависимости от геометрии конечной детали.
Например, если необходимы определенные внутренние радиусы, инструмент не может отклоняться от них.В то же время вы можете использовать большой инструмент для фрезерования основной части и применить меньший инструмент для обработки внутренних углов.
Покрытие инструмента
Существуют различные покрытия для защиты инструментов от износа. Например, покрытие из нитрида титана увеличивает срок службы инструмента, но также увеличивает его стоимость.
Такое покрытие снижает липкость режущего материала, что может быть проблемой для алюминия. Следовательно, во время резки требуется меньше смазки.
Количество канавок
Канавки — это каналы на фрезерной коронке. Чем больше канавок, тем выше скорость подачи, потому что удаляется меньше материала.
В то же время это увеличивает общий диаметр фрезы. Это оставляет меньше места для стружки.
Угол наклона спирали
Угол наклона спирали вместе со скоростью вращения шпинделя определяет скорость резания или скорость подачи. Более крутой угол подходит для более мягких материалов и металлов.
Чтобы выбрать подходящие фрезы для вашей работы, необходимо понимание материалов, параметров и определенно некоторый опыт.Конечный результат зависит от этого выбора, и машинист должен понимать, какие фрезы подходят для резки различных материалов.
Хороший выбор приводит к высокой подаче и, следовательно, к сокращению времени резки, а также к снижению затрат.
При выборе службы обработки с ЧПУ убедитесь, что у них есть все необходимые инструменты для изготовления ваших деталей.
Фрезерование | Walter Tools
Объединенный опыт — в трех продуктовых линейках
Чтобы вы могли еще больше оптимизировать ваши приложения для обработки металлов при фрезеровании и спроектировать их для еще большей эффективности, мы разрабатываем фрезы, которые обеспечивают высокую производительность и первоклассные идеальные результаты.Заготовка за заготовкой. На любой машине. Например, при фрезеровании торца и уступа, фрезеровании пазов и копировальном фрезеровании. Линии продуктов Water’s Perform, Advance и Supreme предлагают гибкие инструменты, изготовленные по индивидуальному заказу. Фрезы этих линий созданы для достижения высококачественных результатов при минимальных затратах. Фрезы линейки Perform впечатляют при обработке малых и средних партий, потому что эти фрезы подходят для широкого спектра применений и совместимы с различными материалами, такими как сталь, нержавеющая сталь и алюминий.Фрезы линейки Advance сочетают в себе низкую стоимость с превосходными характеристиками и широким ассортиментом продукции, и эти фрезы рекомендуются для обработки средних партий. Высококачественные фрезы линейки Supreme — лучший выбор там, где требуются высокие скорости резания и длительный срок службы инструмента для обработки больших объемов.Полная система
От концевых фрез из твердого сплава или быстрорежущей стали (HSS) до специальных решений со сменными пластинами. Чтобы предоставить вам лучшую фрезу для любого станка, любой задачи обработки и любого материала, используются различные сплавы материалов режущего инструмента и специальные покрытия поверхности, адаптированные к обрабатываемому материалу.В результате получаются инструменты для фрезерования, которые идеально сочетают в себе высокую прочность материала режущего инструмента с высокой износостойкостью поверхности. Оптимизированная форма и геометрия наших инструментов — это свойства, которые гарантируют значительные преимущества и максимальную точность при производстве ваших фрезерованных деталей. От хвостовика до режущей кромки — до последней детали. Для вас это означает: как опытный партнер по обработке ваших фрезерованных деталей, Walter предоставляет вам инновационные прецизионные инструменты практически для любых задач и приложений.От твердосплавных мини-фрез диаметром 0,1 мм до торцевых фрез с твердосплавными пластинами диаметром 315 мм. Благодаря большому выбору фрезерных инструментов и форм вы всегда найдете идеальное решение для вашей заготовки и требований к материалам. Вы получаете выгоду от длительного срока службы инструмента, большого объема обработки, низкого износа, сокращения времени обработки и высокого качества обработки поверхности. Для всех обычно используемых материалов: таких как сталь, нержавеющая сталь, чугун, цветных металлов, таких как алюминий, до жаропрочных сплавов или пластмасс.Кусочек за кусочком. Независимо от того, обрабатываете ли вы очень сложные трехмерные отдельные детали или выполняете торцевое фрезерование плоских поверхностей.
Что такое фреза?
Фреза — важный компонент фрезерного станка. Как следует из названия, именно режущий инструмент отвечает за соскабливание материала с заготовки. Все фрезерные станки имеют фрезу. Во время типичной операции фрезерования фреза движется перпендикулярно своей оси, позволяя снимать материал с заготовки по окружности фрезы.Чтобы узнать больше о фрезах и о том, как они работают, продолжайте читать.
Обзор фрез
Назначение фрезы — удаление материала с заготовки. При этом фрезы не состоят из одного лезвия. В то время как токарные операции, выполняемые на токарном станке, обычно имеют однолезвийный режущий инструмент, фрезы состоят из нескольких лезвий. Когда фреза вращается относительно неподвижной заготовки, она соскабливает материал.
Фрезы часто изготавливаются из твердых, прочных материалов, которые могут выдерживать значительные нагрузки, не ломаясь или не подвергаясь иным повреждениям. Например, фрезы нередко имеют покрытие из поликристаллического алмаза (PCD). Согласно Википедии, фрезы с покрытием PCD служат до 100 раз дольше, чем их аналоги без покрытия. Загрузка фрез с покрытием из PCD заключается в том, что их нельзя использовать в приложениях, где температура превышает 1112 градусов по Фаренгейту.
Различные типы фрез
Все фрезы характеризуются наличием множества канавок, каждая из которых действует как лезвие, соскабливающее материал с заготовки. При этом существуют разные типы фрез. Режущий инструмент концевой фрезы, например, представляет собой тип фрезы с зубьями на конце и по бокам. Доступные из стали и карбида цемента, они обычно используются при вертикальном фрезеровании.
Другой распространенный тип фрезы — это фреза с черновым концом. Фрезы с грубым концом имеют глубокие канавки на конце, которые позволяют удалить излишки материала с заготовки. Фрезы с черновым концом, также известные как рыхлители, обычно используются в крупносерийном производстве.
Третий вид фрезы — это шаровые фрезы. Шаровая фреза, также известная как фреза со сферическим концом, имеет полусферическую конструкцию, которая сводит к минимуму нагрузку на заготовку.
Наконец, боковая фреза — это тип фрезы, у которой есть зубья по бокам и спереди.Бокорезы существуют с начала 1800-х годов. Фактически, тогда это были самые распространенные фрезы.
Фреза — важный компонент фрезерного станка. Состоящий из нескольких лезвий, он отвечает за соскабливание материала с заготовки, тем самым изменяя форму заготовки.
HAHN + KOLB »Ваш специалист по инструментам + оборудование для мастерских
ДАВАЕМСЯ РАБОТАТЬ ВМЕСТЕ.
Электронный бизнес
Системы электронного бизнеса, которые думают о будущем: HAHN + KOLB предлагает несколько возможностей для автоматизации процесса закупок .Вы можете внедрить эти по отдельности или в комбинации в процессе заготовки.
Системы дозирования
Создайте децентрализацию в своем производстве и ускорьте производственный процесс : с помощью ориентированного на пользователя выбора товара и подходящего HK-MAT вы сделаете самые важные производственные материалы доступными в нужном месте и всегда в нужное время .
Новые продукты
Мы постоянно расширяем ассортимент нашей продукции, чтобы предлагать вам лучшие продукты и решения для ваших нужд. Узнайте здесь о новых брендах , которые мы добавили в наш ассортимент, или о инновационных продуктах , которые сделают вашу повседневную работу проще и эффективнее.
Раскладные каталоги
Воспользуйтесь бесплатными откидными каталогами сейчас, чтобы просмотреть и заказать всю продукцию в Интернете.Воспользуйтесь широким спектром информации. Благодаря интеллектуальной ссылке в наш интернет-магазин, вы можете быстро и легко заказывать продукты с помощью всего за несколько кликов .
Вставки из жесткого пенопласта
Организуйте свое рабочее место, создайте чистую среду и всегда отслеживайте вещей в ваших ящиках для инструментов и транспортных ящиках с нашими индивидуально разработанными вставками из жесткого пенопласта . Теперь создайте вставку из жесткого пенопласта в соответствии с вашими потребностями.
Опыт
Компетентный технический совет от инструментов до обработка заказов до особые требования . Мы предлагаем концепции для производства экономичных и эффективных . Воспользуйтесь преимуществами опыта и идей сотрудников HAHN + KOLB.
Заказ + Консультации
У вас есть вопросы по поводу вашего заказа или вам нужен совет? Телефон: +49 (0) 7141 498-4848
С понедельника по пятницу с 07:30 до 18:00
Электронная почта: bestellung @ hahn-kolb.de
Интернет-магазин Поддержка
У вас есть вопросы об интернет-магазине?Телефон: +49 (0) 7141 498-5050
С понедельника по четверг с 07:30 до 17:00
Пятница с 07:30 до 15:30 Электронная почта: [email protected]
ДОПОЛНИТЕЛЬНАЯ КОНТАКТНАЯ ИНФОРМАЦИЯ
У вас есть вопросы о нашем сервисном обслуживании или вы хотите получить консультацию специалиста ?Здесь вы найдете подходящее контактное лицо.
Вы также можете использовать наш чат или контактную форму .
Выбор подходящей конструкции зубофрезерной фрезы для обработки высококачественных параллельных осей, цилиндрических зубчатых колес и шлицев
Инженер-технолог должен принять ряд решений при планировании необходимых процессов для производства параллельных осей, цилиндрических прямозубых или косозубых шестерен и шлицев. Зубофрезеровка, конечно, является наиболее распространенным процессом удаления металла для создания надлежащего зазора между зубьями, необходимого для изготовления этих шестерен.Этот процесс существует уже более 100 лет и доказал свою эффективность. Это процесс формирования формы посредством последовательных и пошаговых разрезов, которые создают правильную форму с помощью ряда режущих зубьев реечного типа с прямым профилем. В процессе фрезерования зубчатое колесо вращается по мере вращения варочной панели и продвигается в осевом направлении по своей поверхности.
Рис. 1: Зубофрезерование — типичная схема создания последовательных зубьев червячной фрезыНо есть другой способ выполнить эту задачу. Также эффективны зубофрезерные фрезы, которые фрезеруют все пространство между зубьями при неподвижном зубчатом колесе.Многие инженеры задают следующие вопросы: когда зубофрезерование предпочтительнее зубофрезерования? Какой тип станка нужен для зубофрезерования? Как выбрать подходящий инструмент для зубофрезерования? Как оценивается время цикла? Какие у меня должны быть проблемы с качеством? А как насчет зажима, крепления инструмента, скорости и подачи?
Вооружившись необходимой информацией, продуманным планированием, а также необходимыми инструментами и оборудованием, можно будет найти ответы на эти вопросы. При необходимости могут применяться стабильные и экономичные процессы зубофрезерования или заделки зубьев.Эта статья предназначена для инженеров-технологов, которые, возможно, плохо знакомы с производством зубчатых колес. Это не научный анализ высокого уровня. Он носит практический характер и призван служить ценным руководством для разработки процесса изготовления зубчатых передач.
Основы процесса зубофрезерования
Инженер-технолог должен сначала понять основы фрезерования, чтобы принять рациональное решение о зарезке по сравнению с фрезерованием. Как уже говорилось, зубофрезерование — это порождающий процесс.Зубофрезерование требует сложной кинематики резания. Лучший способ понять это — наблюдать за образующимися рисунками, возникающими при фрезеровании (см. Рисунок 1). Обратите внимание на узор трохоидных петель, как показано.
Рисунок 2: Изменение расстояния между зубьями в зависимости от количества зубьевКак показано, каждый зуб червячной фрезы режет в разных положениях в пространстве между зубьями и имеет разные характеристики стружкообразования. По мере того, как шестерня становится меньше в диаметре и имеет меньше зубьев для заданного диаметрального шага (DP) или модуля, пространство между зубьями увеличивается.(См. Рисунок 2.)
По мере увеличения зазора между зубьями и уменьшения диаметра шестерни меньшее количество зубьев червячной фрезы участвует в процессе резания, поскольку длина хорды фрезы уменьшается; следовательно, толщина стружки увеличивается при заданной скорости подачи на оборот шестерни. Кроме того, по мере того, как зазор становится больше, каждый зуб фрезы теперь должен принимать больший кусок. Площадь поперечного сечения чипа больше.
Рис. 3. Поднутрение корня, образованное выступом. Это означает, что шестерни с меньшим количеством зубьев и большими зазорами, чем их сопряженная шестерня, могут быть весьма требовательными.Именно тогда зубчатые фрезы становятся лучшей технологической альтернативой зубофрезерованию.
Другой фактор, который следует учитывать при зубофрезеровании, — это конфигурация корня и любой необходимый подрез. Поднутрения требуются, когда требуется последующая чистовая операция, например, шлифование. Поднутрения корня достигаются с помощью выступа на кончике зуба фрезы. Эта функция выпуклости создает поднутрение корня с широким трохоидальным рисунком режущего действия.(См. Рисунок 3.)
Величину поднутрения из-за фрезерования небольшого числа зубьев или основного шага можно регулировать, используя конструкции фрезерных станков с коротким шагом. Конструкции варочных панелей специальной конструкции считаются нестандартными, возможно, с более длительным сроком изготовления и более высокой стоимостью, чем у обычных варочных панелей. Это был успешный метод борьбы с чрезмерным подрезом на протяжении многих лет, но подробный анализ этих варочных панелей выходит за рамки данной статьи.
Рис. 4: Пример зубчато-фрезерного профиля с заготовкой для шлифования по боковой поверхности, но с обработанной корневой частьюОсновы процесса зубофрезерования или зарезки
При зарезании зубчатое колесо удерживается неподвижно, в то время как фреза продвигается в осевом направлении по ширине торца заготовки зубчатого колеса.Этот процесс можно использовать для черновой или получистовой обработки пространства между зубьями с дополнительным припуском для последовательных операций фрезерования, шлифования, бритья или хонингования. Или он может довести пространство между зубами до окончательной формы. Это можно сделать за один или несколько проходов. Зубофрезерные фрезы могут быть установлены в тандеме для создания двух или более пространств, и они могут быть сконструированы из стальных корпусов со съемными твердосплавными пластинами. В некоторых редких случаях их заставляют использовать повторно шлифованные твердосплавные лезвия, но с современными технологиями прецизионного шлифования твердосплавных пластин для таких инструментов нет (если вообще есть) оправдания.Иногда используются твердосплавные инструменты, но из-за высокой стоимости и ограничений по размеру твердосплавных инструментов они также становятся менее популярными. Фрезы из быстрорежущей стали можно изготавливать по относительно низкой цене, но они обладают ограниченными скоростными характеристиками и лучше всего подходят для зубчатых колес очень небольшого объема и модулей меньшего размера, поскольку высокая стоимость материала из быстрорежущей стали делает резцы большего размера непрактичными. (Примеры различных конструкций зубофрезерных фрез показаны на рисунках 5, 6, 7 и 8.)
Рис. 5: Зубофрезерование твердым инструментом (быстрорежущая сталь или твердый сплав)Зубофрезерные фрезы с тангенциально установленными пластинами довольно распространены.Они отличаются хорошей экономичностью, так как большинство из них имеют твердосплавные пластины с несколькими кромками. Большинство из них предназначены для модулей размером более 8 (DP 3). Требования к мощности и крутящему моменту выше, поскольку их режущая геометрия традиционно предполагает отрицательные осевые и радиальные передние углы. Некоторые новые конструкции имеют пластины с положительной геометрией резания, но обычно это ограничивается инструментами для черновой и получистовой обработки, для которых не требуются точные полнопрофильные пластины. Такие пластины отшлифованы в соответствии с требованиями производителя зубчатых колес; поэтому дорогостоящие прессовые инструменты со вставками обычно не производятся, если это не оправдано очень большим объемом.
Внешний шлицевой фрезерный инструмент и пластины показаны на Рис. 9 и Рис. 10. В прошлом, будь то эвольвентные шлицы или шлицы с прямой стороной, зубофрезерование было почти исключительным методом обработки. Благодаря усовершенствованию станков с ЧПУ с точной индексацией 4-й оси, теперь предпочтительным процессом становится зарезка.
Разгрузка шлифовки (чистовая фрезеровка) в корневой зоне для предотвращения ступенек в активном профиле (см. Рисунок 4) также может выполняться с помощью зубофрезерных фрез. Поскольку процесс зубофрезеровки приводит к более выраженному подрезу по мере уменьшения числа зубьев шестерни и уменьшения диаметра делительной окружности, площадь поперечного сечения корня становится тоньше (см. Рисунок 3).Более толстая корня по сравнению с зубофрезерованием дает преимущество в конструктивной прочности при зарезании по сравнению с зубофрезерованием.
На Рисунке 4 компоненты с 1 по 6 представляют собой сменные пластины, расположенные по периферии корпуса фрезы. Огибающая прорезей, сделанных каждой пластиной, дает полуфабрикат боковой поверхности и завершает фрезерованную форму корня с выступом.
Рисунок 6: Инструмент для зарезки со сменными пластинами полной формыВыбор зарезки поверх зубофрезеровки
Если доступны отдельные индексирующие станки, будь то специальные зубофрезерные станки или оборудование с ЧПУ с возможностью точного индексирования, возможно зарезание / зубофрезерование.При выборе зубофрезерования или зарезки необходимо учитывать следующие факторы:
- Число зубьев шестерни . У шестерен и шестерен с небольшим количеством зубьев (с учетом их модуля или размера DP) зазор между зубьями увеличивается по мере уменьшения дуги делительной окружности. Длина хорды зацепления червячного инструмента будет меньше, чем у шестерни большего диаметра с большим количеством зубьев и большей дугой делительной окружности. Это означает, что меньше зубьев фрезы задействовано для создания необходимого зазора.Это ограничивает подачу варочной панели, так как зубья варочной панели быстро перегружаются. Разрезание может завершать форму за один или несколько проходов, в зависимости от жесткости машины и настройки, мощности и крутящего момента. Время индексации фрезы от одного промежутка зуба к другому сокращается вместе с количеством зубьев. Это работает в пользу продолжительности цикла измельчения.
- Требования к филе корня . Филе корня получают в процессе зубофрезерования и несколько ограничены из-за ранее описанной трохоидальной петли.Если при последующей операции требуется шлифовка, стачивание или хонингование боковых сторон, то необходим соответствующий припуск в области корня. Степень гибкости важна. Зубцевание может создать настоящий поднутрение, как показано на рис. 3. Зарезание приведет к прямому рельефу в корне. Это является предпочтительным во многих случаях из-за увеличения толщины поперечного сечения зуба в области корня ниже начала активного профиля. При малозубчатых шестернях трохиодальная петля может образовывать очень большой подрез при зубофрезеровании.В таких случаях для прочности предпочтительнее зарезание.
- Только с обычным оборудованием с ЧПУ. Если в наличии нет зубофрезерного станка, но имеется станок с ЧПУ с возможностью индексации, часто хорошим вариантом является зарезка. Здесь необходимо учитывать, что станок имеет очень качественный индексирующий стол (4-я или 5-я оси), который может обеспечить допуски погрешности расстояния между зубьями в соответствии с требованиями. Современные многоцелевые токарно-фрезерные станки набирают популярность и обладают огромным потенциалом.Также необходимо учитывать мощность на шпинделе и жесткость. Необходимо учитывать качественные интерфейсы между инструментом и шпинделем. Конус № 50 ISO, Coromant Capto или HSK — хорошие варианты интерфейса между шпинделем и инструментом для повышения точности и жесткости. Станки с ЧПУ не будут иметь подвесной оправки, как у традиционных зуборезных станков; поэтому может потребоваться несколько проходов для уменьшения усилий. С другой стороны, шлицевое фрезерование обычно гораздо менее требовательно, поскольку общая глубина часто составляет половину одного и того же размера зубчатого колеса.При шлицевом фрезеровании время цикла часто на 50 процентов меньше, чем при традиционном горизонтальном фрезеровании HSS, особенно если выбранный станок с ЧПУ имеет высокую скорость быстрого хода. Это может быть меньше одной секунды на зуб.
Комбинация зарезки и зубофрезерования
Инструменты для резки и зубофрезерования можно комбинировать на одном станке. Многие современные зубофрезерные станки имеют функцию управления, позволяющую резаку, установленному на той же оправке, что и варочная панель, выполнять единичную индексацию и черновую или получистовую обработку промежутков между зубьями.Затем фрезерная головка может сместиться — без потери положения зуба на заготовке и местоположения червячной фрезы — для завершения фрезерования зубчатой передачи. Этот метод полезен при использовании резца со сменными пластинами из твердого сплава для удаления большей части заготовки, когда рабочий материал труден и трудно обрабатывать с помощью традиционной фрезы из быстрорежущей стали. Инструмент для варочной поверхности обрабатывает шестерню только за счет удаления минимального количества материала. Длину варочной панели можно уменьшить, а время между переточками можно увеличить. (См. Рисунок 11.)
Определение толщины стружки при зарезке
Наиболее важным фактором при правильном применении зубофрезерных фрез является определение толщины стружки. Поскольку дуга зацепления зуборезной фрезы обычно очень короткая, часть фрезы, задействованная в работе, очень мала по отношению к общей окружности (см. Рисунок 12). Скорость подачи при фрезеровании часто выражается в единицах подачи на зуб. Из-за этой небольшой дуги зацепления фактическая толщина стружки будет значительно меньше подачи на зуб.
Рис. 8: Чистовая, дуплексная, тангенциальная зубофрезерная фрезаПри этом необходимо рассчитать фактическую толщину стружки. Фактическая толщина стружки обозначается как H ex . Необходимо определить расчет коэффициента модификации fz. Этот коэффициент указывается как множитель фактической подачи на зуб, обозначаемый как f z . Первым делом нужно определить диаметр фрезы, или D c . Затем определите фактическую всю глубину пространства между зубьями или глубину фрезерования (если требуется несколько проходов), которая обозначается как A e .Конечно, правильное значение H ex должно определяться в соответствии с рекомендациями производителя инструмента.
Формула для f z , коэффициент модификации:
Уравнение 1
Примером может служить фреза диаметром 8 дюймов, D c = 8
Однопроходное фрезерование до глубины зазора между зубьями 0,7 дюйма, A e = 0,7
Таким образом, fz , коэффициент модификации = 5.7143 / 3,229 = 1,769
Следовательно, если требуется H ex 0,008, тогда f z 0,008 x 1,769 = 0,014.
Рисунок 9: Инструмент для зарезки шлицевУтончение стружки на боковой поверхности по сравнению с корнем
Предыдущий раздел о толщине стружки относится к корневой зоне. В корневой зоне рассчитывается максимальная толщина стружки. Стружка, образующаяся на боковой поверхности зуба, намного тоньше. Простой способ взглянуть на это — рассмотреть базовую V-образную форму стойки.В случае редуктора с углом сжатия 20 градусов вы просто берете тангенс угла 20 градусов, что составляет 0,364. Используя этот коэффициент, толщина стружки, рассчитанная на основе корня 0,008, будет умножена на 0,364. Это будет означать, что толщина боковой стружки составляет около 0,003 дюйма.
Поскольку боковые поверхности не имеют прямой V-образной формы (за исключением фрезерования прямой зубчатой рейки) с типичной конструкцией эвольвентной кривой, нецелесообразно рассчитывать точную толщину стружки на боковой поверхности. Этот метод использования тангенса угла давления приемлем для целей планирования процесса.Этот фактор более тонкой стружки на боковой поверхности также является причиной более легкой подготовки режущей кромки на боковых пластинах. Слишком большая заточка кромки может привести к трению и смазыванию металла из-за слишком большого давления и недостаточного срезающего действия.
Рис. 10: Различные профили пластин для шлицев одинакового размера с 45, 39 и 32 зубьямиПо этой причине, когда инструменты изготавливаются с отдельными корневыми и боковыми пластинами, конструкторы часто увеличивают количество корневых пластин по сравнению с боковыми пластинами. Отношение корней к боковым сторонам составляет 2: 1 и 3: 1.Корневые пластины производят примерно в три раза больше работы, чем боковые пластины, поэтому эта концепция имеет смысл для балансировки износа инструмента всех задействованных пластин.
Полноразмерный разрыв
Возвращаясь к Рисунку 6, полноразмерные режущие инструменты во многих случаях имеют свои достоинства. При полном зарезании твердосплавные пластины шлифуются по всей форме производимого пространства зуба (корень и боковые поверхности). Это наиболее точный вариант благодаря универсальной конструкции. В случае отдельных пластин с корнем, левой и правой боковыми поверхностями каждая пластина имеет допуск, плюс гнезда под пластину в корпусе инструмента имеют допуски; следовательно, наложение больше, чем у полноразмерной вставки, где требуются одна вставка и один карман.
Рис. 11: Комбинация зубофрезеровки и зарезкиЕще одним преимуществом полноформатной конструкции является простота и эффективность удаления стружки. Конструкции тангенциальных пластин с множеством различных корневых и боковых пластин создают различные образования стружки, которые изгибаются в разных направлениях. Прогнозирование этих схем формирования стружки и последующего удаления стружки может оказаться сложной задачей даже для самых опытных разработчиков инструментов. Иногда встречается смазывание стружки и повторная резка. Цельнозубчатые фрезы имеют до двух раз более эффективные зубья, чем тангенциальные фрезы; следовательно, они более производительны.
Незначительным недостатком полноразмерной конструкции является то, что отношение корневой части к боковой поверхности составляет 1: 1, что, как упоминалось в предыдущем разделе, не является идеальным балансом для износа инструмента. Улучшения производительности, качества и удаления стружки обычно перевешивают эти проблемы. По мере увеличения зубчатого модуля или размера DP размер требуемой твердосплавной заготовки становится больше, и в конечном итоге ее производство становится непрактичным как с технической, так и с экономической точки зрения.
Если требования AGMA, DIN или другие требования к качеству зубчатой передачи вызывают озабоченность у разработчика инструмента или инженера-технолога, следует рассмотреть вариант полной формы.
Фрезерование с подъемом и обычным фрезерованием
Распространенной передовой практикой фрезерования является использование подъемного фрезерования для зарезания зубчатых колес. Иногда используется другой процесс, обычно называемый обычным измельчением. Визуализация этих двух методов показана на рисунке 13.
Рис. 12: Малая дуга зацепленияФрезерование с подъемом позволяет режущей пластине входить в работу с некоторым немедленным стружкообразованием и выходить из зоны резания без толщины стружки.Поскольку карбид лучше всего работает при сжимающей нагрузке, этот метод доказал свою лучшую стойкость инструмента. Разгрузка на выходе менее опасна для инструмента, так как выходной удар минимален.
При обычном фрезеровании инструмент входит в резку без толщины стружки, а затем постепенно формирует стружку по мере продвижения в работу. Он выходит из резания с некоторой толщиной стружки, поэтому разгрузка происходит внезапно и снижает стойкость инструмента. Кроме того, трение при входе инструмента в работу вызывает большее тепловыделение и тепловой эффект.При использовании этого метода также значительно увеличивается давление инструмента. Одним из ощутимых преимуществ является то, что качество обработки поверхности обычно лучше при обычном фрезеровании из-за сжимающего и полирующего действия, когда инструмент начинает формировать стружку. Лабораторные исследования Sandvik Coromant показали снижение Ra на 20–30% при использовании обычного фрезерования по сравнению с резанием с подъемом.
Рисунок 13: Фрезерование с подъемом и обычное фрезерованиеФрезерование со смазочно-охлаждающей жидкостью по сравнению с сухим резанием
Лучшая практика фрезерования твердосплавными инструментами — это, за некоторыми исключениями, резание всухую.При резке жидкостью твердосплавный инструмент подвергнется термическому удару при выходе из резания. Эффект теплового удара обычно отрицательно сказывается на сроке службы инструмента. Пример этого механизма разрушения показан на рисунке 14. Здесь повторяющиеся циклы нагрева и охлаждения в конечном итоге приводят к перпендикулярным краевым трещинам, которые в конечном итоге позволяют материалу вставки высвободиться, что приводит к быстрому разрушению. Водорастворимые смазочно-охлаждающие жидкости оказывают наиболее вредное воздействие на тепловой удар, поскольку вода быстро охлаждает инструмент. Смазочно-охлаждающие жидкости также обладают значительным охлаждающим эффектом, но они не удаляют БТЕ так быстро, как вода.Следовательно, они несколько лучше воды по стойкости инструмента. Конечно, при использовании жидкостей как на нефтяной, так и на водной основе возникают экологические издержки, и цель должна заключаться в их устранении, когда это возможно.
Применение сжатого производственного воздуха или даже вихревое охлаждение сжатого воздуха может способствовать удалению стружки и охлаждению инструмента и работы. Пример этого метода охлаждения показан на рисунке 15. Это проверенный метод обеспечения охлаждения. Устранение тепловыделения и удаление стружки — основная причина, по которой все еще используются смазочно-охлаждающие жидкости.
Рисунок 14: Термическое растрескивание Инструментымогут иметь внутренние воздушные каналы, как показано на Рисунке 16. Такая конструкция способствует удалению стружки и охлаждению инструмента. Однако такие функции значительно увеличивают сложность и стоимость инструмента. Этот метод подачи внутреннего воздуха следует тщательно продумать, так как необходимы модификации шпинделя и оправки станка, а также стоимость инструмента и проблемы сложности прохождения воздуха через инструмент. При правильной конструкции инструмента для свободного отвода стружки в сочетании с правильной стратегией резания, вероятно, можно избежать внутренних воздушных отверстий.
Рисунок 15: Система охлаждения вихревым сжатым воздухомСила резания
Требования к мощности и крутящему моменту должны быть определены для эффективного применения зубофрезерных фрез для стабильного процесса обработки. Чтобы правильно оценить усилия обработки, необходимо определить площадь поперечного сечения стружки и удельную силу резания для данного материала. Вычислить точную площадь поперечного сечения для данного пространства зуба довольно сложно, и лучше всего это сделать с помощью компьютерного программного обеспечения, способного создать точный профиль боковой поверхности и конфигурацию корня.Подобные расчеты выходят за рамки данной статьи. Вместо этого цель состоит в том, чтобы найти близкое, пригодное для использования приближение. Для этого можно изучить базовую конфигурацию стойки (V-образную форму) для заданного угла давления без сложного профиля эвольвентной кривой на боковых сторонах. Примечание. При использовании этого метода оценки для фрезерных шестерен или шестерен с малым числом зубьев, как обсуждалось ранее, зазор будет открываться по мере уменьшения делительной окружности. В таких случаях может потребоваться дополнить результаты расчета силы в сторону высоких значений.
Первым шагом в вычислении поперечного сечения микросхемы является определение базовой стойки. (См. Рисунок 17.)
Рисунок 16: Зубофрезерная фреза с внутренним воздухомНоменклатура
- H = Общая глубина зазора между зубьями (мм)
- a = Угол давления (градусы)
- V = Смещение боковой поверхности от основания (мм)
- B = толщина стружки на боковой поверхности (мм)
- D = ширина основания (мм)
- A = Площадь зуба (мм 2 )
- f z = Подача на зуб (мм)
- h ex = максимальная толщина стружки (мм)
- h м = Средняя толщина стружки (мм)
- v c = Скорость резания (м / мин.)
- M c = крутящий момент (Нм)
- P c = Полезная мощность (кВт)
- a e = рабочее зацепление (мм)
- D c = Диаметр фрезы (мм)
- k c1 = Удельная сила резания для данного материала (Н / мм 2 )
- м c = коэффициент удельного увеличения силы резания относительно толщины стружки
- kc = Удельная сила резания при м c с учетом
- n = об / мин
- z c = Общее количество эффективных зубьев фрезы
- M n = Размер модуля (мм)
- v f = Скорость подачи (мм / мин.)
В следующем примере показано, как рассчитать мощность и силы резания. Первым шагом является определение частоты вращения фрезы ( n ) на основе рекомендованной скорости резания ( v c ).
Формула:
Уравнение 2
Для этого примера:
Затем необходимо определить v f (подача мм / мин). Формула:
Уравнение 3
В этом примере мы предполагаем, что:
Далее необходимо определить k c .Формула:
Уравнение 4
В этом примере мы используем:
Этот коэффициент доступен в разделах материалов каталогов Sandvik Coromant и в технической литературе в печатном и электронном виде. (См. Рисунок 18.)
Средняя толщина стружки, или h м , определяется по формуле:
Уравнение 5
В этом примере мы используем полную глубину ( H ) 36 мм. Мы предполагаем однопроходную операцию, поэтому a e = H и f z (подача на зуб в мм) 0.04 мм:
Уменьшено до:
Это может быть уменьшено до:
Таким образом, для удельной силы резания мы имеем k c = 1900 / (0,130,25) = 3188,93
Далее необходимо определить площадь зубного промежутка. Возвращаясь к рисунку 17, мы должны сначала определить C . Формула для этого:
Уравнение 6
В этом примере предполагается размер модуля: M n = 16 и a = 20:
Далее, из рисунка 17 необходимо определить D .Формула:
Уравнение 7
В этом примере:
Снова из рисунка 17 необходимо определить V . Формула:
Уравнение 8
В этом примере:
Затем, как показано на рисунке 17, необходимо определить A , поэтому формула:
Уравнение 9
В этом примере это:
Выполнив эти шаги, мы можем рассчитать мощность на шпинделе, или P c .Формула:
Уравнение 10
В этом примере:
Следующий важный расчет — крутящий момент, или M c . Формула для этого расчета:
Уравнение 11
В этом примере:
Таким образом, модульная фреза 16 мм, диаметром 350 мм с восемью эффективными зубьями, работающая со скоростью 180 м / мин. скорость резки, подача со скоростью 524 мм / мин. Скорость подачи, резка нормальной низколегированной стали с твердостью 300 BHN потребует приблизительно 24 кВт на шпинделе с требуемым крутящим моментом 1392 Нм.
Можно написать простую компьютерную программу для работы с электронными таблицами для автоматизации этих вычислений, чтобы сэкономить время и предотвратить ошибки вычислений. Это очень поможет инженеру-производителю зубчатых колес при планировании процесса. Та же самая таблица может быть интегрирована с расчетами времени цикла.
Рисунок 18: Информация от Sandvik Coromant с конкретными характеристиками силы резанияЗаключение
Зубофрезерование или зарезание зубцов при обработке зубчатых колес — это хорошо зарекомендовавший себя, эффективный и стабильный метод изготовления зубчатых колес.Возможности повышения производительности, снижения затрат и создания качественных шестерен очевидны. Помощь квалифицированных поставщиков инструментов поможет направить инженера в правильном направлении. Новые концепции инструментов, прогрессивные концепции станков, методы термообработки и материалы для зубчатых колес постоянно меняют производственную среду. И новое поколение профессионалов в области оборудования, приходящих на рабочее место, приносит свежие идеи и готовность использовать новые методы от молодых инженеров, которые руководят технологическим сдвигом.
Наряду с этими факторами, все чаще используются многозадачные станки с ЧПУ для изготовления зубчатых колес. У производства зубчатых колес светлое будущее, и ближайшие годы станут захватывающим временем для тех, кто работает в этой отрасли.
Список литературы
- Антониадис, А., Видакис, Н., и Билалис, Н. «Исследование усталостного разрушения твердосплавных инструментов при зубофрезеровании, Часть 1: Моделирование зубофрезерования с помощью МКЭ и вычислительная интерпретация экспериментальных результатов.”Журнал производственной науки и техники, ASME, Vol. 124, ноябрь 2002 г.
- Антониадис А., Видакис Н. и Билалис Н. «Исследование усталостного разрушения твердосплавных инструментов при зубофрезеровании, часть 2: влияние параметров резания на уровень напряжений инструмента — количественный параметрический анализ». Журнал производственной науки и техники, ASME, Vol. 124, ноябрь 2002 г.
- Исаков Эдмунд, канд. «Расчетная сила», Разработка режущего инструмента — Плюс, Вып. 64, выпуск 5, май 2012 г.
- «Техническое руководство Sandvik Coromant — Токарная обработка, фрезерование, сверление, растачивание, крепление инструмента». AB Sandvik Coromant, 2010.
- Абуд, Али М. «Динамический анализ режущих сил при зубофрезеровании». Школа механики и системотехники, Университет Ньюкасл-апон-Тайн, Великобритания, декабрь 2002 г.
* Напечатано с разрешения правообладателя, Американской ассоциации производителей оборудования, 1001 N. Fairfax Street, Suite 500, Alexandria, Virginia 22314. Заявления, представленные в этом документе, принадлежат авторам и могут не отражать позицию или мнение Американская ассоциация производителей шестерен (AGMA).Этот документ был представлен в октябре 2015 года на осеннем техническом совещании AGMA в Детройте, штат Мичиган. 15ФТМ11.
Формовочные фрезы — специальный инструмент Fischer
Ваша заявка сложна, а расписание практически невозможно. Вот почему вам нужен специальный инструмент Fischer. Мы являемся экспертами в области проектирования и производства фрезерных станков и помогаем сделать вашу работу максимально эффективной. Наш инженерно-технический персонал будет тесно сотрудничать с вами, чтобы создать наиболее экономичный и высокопроизводительный режущий инструмент на заказ, который сделает вашу работу бесперебойной.Fischer Special Tooling может создавать нестандартную форму — независимо от сложности геометрии — из твердого сплава или в виде вставляемого инструмента.
Типичные процессы обработки с использованием наших формовочных фрез включают:
- Внутреннее фрезерование направляющих с шариковой гайкой с помощью фрезы Gothic Arch
- Наружное вращательное фрезерование резьбы на фитингах из труднообрабатываемых материалов (например, бессвинцовой латуни)
- Фрезерование внутренней резьбы на формах горлового кольца для стеклотары
- Внутреннее вращательное фрезерование выемок, фрезерование канавок, фрезерование полного радиуса, снятие фасок, фрезерование отверстий, фрезерование резьбы и торцевое фрезерование
Ступенчатые канавки, канавки с неравным индексом, радиальный и осевой угол наклона, а также подача СОЖ через инструмент — все это доступно и может быть применено к вашему приложению для фрезерования нестандартных форм.Наш уникальный процесс шлифования позволяет обеспечить как радиальный, так и осевой зазор, сохраняя при этом максимально воспроизводимую форму от канавки до канавки. Это обеспечивает высокую скорость съема материала, а также превосходную чистоту поверхности и точность формы конечного продукта.
Не тратьте время и деньги на плохой инструмент, который только снизит вашу производительность. Положитесь на наших опытных инженеров и производственный персонал, которые разработают и создадут фрезы нестандартной формы, необходимые для увеличения производства и сокращения времени простоя.С помощью наших эксклюзивных швейцарских профильных шлифовальных машин мы спроектируем и создадим наиболее воспроизводимые компоненты инструментов и геометрию шлифованной формы с высочайшей точностью. Наша цель — сотрудничать с вами, чтобы ваш процесс работал с максимальной эффективностью.
Top 8 фрезерных инструментов для резки с ЧПУ
В режущих инструментах с ЧПУ нет ничего нового. С незапамятных времен люди создавали и совершенствовали инструменты — от первых каменных топоров до самых передовых концевых фрез. В этой статье мы рассмотрим 8 основных фрезерных инструментов, которые составляют основу любой профессиональной обработки.Прежде чем вы даже начнете думать о каналах и скоростях, вам нужно разобраться в этих основах. Конечно, мы не можем охватить все в одном коротком блоге, поэтому воспринимайте это как фундаментальные знания, которые можно использовать, когда вы сталкиваетесь с различными или специальными инструментами.
Материалы фрезерного инструмента с ЧПУПрежде чем переходить к каждому инструменту, давайте сосредоточимся на том, что у них общего — материале инструмента и основных операциях. Наиболее распространенные материалы, с которыми вы встретитесь в фрезерных инструментах с ЧПУ, включают:
Углеродистая стальЭто самый недорогой материал из всех, всего 0 штук.6-1,5% углерода с небольшими количествами марганца и кремния. Обычно этот материал используется для низкоскоростных операций в спиральных сверлах, формовочных инструментах, фрезах и токарных станках.
Быстрорежущая сталь (HSS)Этот материал сочетает в себе хром, вольфрам и молибден, что обеспечивает улучшенную твердость, ударную вязкость и износостойкость HSS по сравнению с углеродистой сталью. Инструменты из быстрорежущей стали обычно дороже других, но они долговечны и обеспечивают высокую производительность съема как черных, так и цветных металлов.
ТвердосплавныйЭтот материал более устойчив к износу, чем HSS, и склонен к сколам вместо равномерного износа с течением времени. По этой причине твердый сплав используется в основном для чистовой обработки на новых фрезерных станках или станках с меньшим износом шпинделя. Обычно твердосплавные инструменты изготавливаются путем спекания карбида с другим металлом, таким как вольфрам, титан или тантал, что придает этим инструментам высокую термостойкость и делает их идеальными для высококачественной обработки поверхности.
КерамикаКерамика устойчива к коррозии и изготовлена из оксида алюминия и нитрида кремния. Их термостойкость и износостойкость означают, что они могут работать в условиях высокотемпературной резки, в отличие от других инструментов. Эти инструменты обычно идеально подходят для обработки чугуна, твердых сталей и жаропрочных сплавов.
Основы фрезерного и режущего инструмента с ЧПУНезависимо от того, используете ли вы концевую фрезу из быстрорежущей стали или углеродистой стали, все ваши инструменты будут работать одинаково.Принципы направления вращения, стружкообразования, нагрузки стружки и ориентации фрезерования будут сопровождать вас на протяжении всей вашей карьеры машиниста.
Направление вращенияКаждый инструмент, за исключением тех, которые обозначены как левый, например, метчик для левой руки, будет вращаться по часовой стрелке, если смотреть вниз на деталь со шпинделя станка.
Образование стружкиРежущие инструменты удаляют металл из блока материала посредством резки по вызову процесса.Это приведет к выталкиванию металла вверх через канавки инструмента, когда он движется через материал.
Чип нагрузкаТолщина материала, выбрасываемого из инструмента, называется нагрузкой на стружку. Многие приложения CAM показывают расчетную нагрузку на стружку на основе выбранных параметров инструмента, скорости шпинделя и линейной скорости подачи. Они также могут программировать подачи и скорости на основе желаемой загрузки стружки в качестве входных данных. Наблюдение за размером, формой и цветом стружки может помочь опытному станочнику регулировать скорость резания на лету.
Подъемное и обычное фрезерованиеОбычное фрезерование традиционно используется на ручных станках, где важно минимизировать люфт. В этом направлении резания инструмент режет от небольшого количества материала до большей толщины, трясь о материал через разрез.
Станкис ЧПУ, которые имеют более высокую жесткость и значительно менее подвержены люфту, будут использовать процесс фрезерования с подъемом, когда инструмент продвигается через материал от максимальной до минимальной толщины.Этот процесс резания позволяет теплу покидать резку вместе со стружкой, уменьшая тепловыделение и износ инструмента, обеспечивая при этом лучшее качество поверхности, чем при обычном фрезеровании.
8 лучших инструментов с ЧПУ # 1 — Концевые фрезыНужно начать отрезать много материала? Концевые фрезы — ваш ответ. Хотя концевые фрезы могут иметь разные формы, они обычно имеют острые режущие канавки на концах и сторонах и могут использоваться в различных областях резки:
| Боковое фрезерование Используется для обработки кромочной поверхности детали. | Изображение любезно предоставлено компанией Trulife Engineered Solutions. |
| Торцевое фрезерование Используется для обработки верхней грани детали. | Изображение любезно предоставлено блогом «Машиностроение». |
| Фрезерование пазов Используется для обработки между двумя краевыми поверхностями. | Изображение любезно предоставлено Custom Part Net. |
| Плунжерное фрезерование Используется для обработки по оси Z, требует концевую фрезу с центрированием. | Изображение любезно предоставлено Journal of Materials Processing Technology. |
| Разгон Используется для одновременной обработки в радиальном и осевом направлении, что приводит к угловой траектории. Траектории движения инструмента могут быть круговыми или линейными. | Изображение любезно предоставлено компанией Harvey Performance. |
Все концевые фрезы имеют одинаковую базовую анатомию. Общую длину инструмента можно разрезать на две части: хвостовик и отрезок.Хвостовик зажимается в держателе инструмента, а длина резки включает такие элементы, как канавки и режущие кромки зубьев.
Изображение предоставлено Makezine.
Покрытия на концевых фрезах повышают твердость, увеличивают срок службы инструмента и позволяют увеличить скорость резания. К наиболее популярным покрытиям относятся:
- Нитрид титана (TiN) . Стандартная отделка используется для легированной стали, алюминия и пластика.
- Карбонитрид титана (TiCN) . Обеспечивает лучшую износостойкость, чем TiN.
- Нитрид титана Super-Life (Al-TiN) . Лучшее покрытие для высоких скоростей подачи и высоких температур.
Плоские концевые фрезы из быстрорежущей стали с титановым покрытием. Изображение любезно предоставлено Champion Cutting Tool.
Центральное и нецентровое резаниеКонцевые фрезы бывают либо с центрированием, либо без центров. По сути, это способность инструмента резать прямо в материале без предварительного просверливания отверстия. Концевая фреза с центрированием имеет режущие кромки, которые проходят в центр инструмента, что позволяет ему врезаться в материал.Концевая фреза с нецентральной режущей кромкой имеет режущие кромки только по бокам, и для врезания прямо вниз требуется либо пилотное отверстие, либо наклонное движение, либо спиральное движение.
ФлейтаКаждая концевая фреза включает несколько режущих кромок, которые врезаны в боковую часть инструмента. Они обеспечивают легкий путь для выброшенной стружки, когда ваш инструмент срезает блок материала.
Существуют конфигурации канавок от одной до 8 или более канавок.Какой из них лучше? Это зависит от материала, который вы хотите разрезать, и от того, с чем может справиться ваша машина. Например, при резке чего-то вроде алюминия образуются большие стружки. Использование фрезы со слишком большим количеством канавок может помешать эффективному удалению стружки, что приведет к засорению инструмента и нагреванию инструмента.
Изображение любезно предоставлено Шапоко.
Вот хорошее практическое правило: чем тверже материал, тем больше канавок вы захотите использовать. Это снизит нагрузку на стружку и улучшит чистоту поверхности.Помните об этих соображениях при выборе между наиболее распространенными флейтами — двумя, тремя и четырьмя:
- Две флейты . Эта конфигурация обеспечивает наибольшее пространство для выброса стружки и идеально подходит для резки более мягких материалов, таких как алюминий.
- Три флейты . Эта конфигурация может работать как с черными, так и с цветными металлами и обеспечивает лучшую отделку деталей и общую прочность.
- Четыре флейты . Дополнительная канавка в этой конфигурации обеспечивает более высокую скорость подачи и более высокое качество обработки, чем установка с двумя или тремя канавками.Однако вы также рискуете уменьшить пространство для удаления стружки и заедать.
| С носиком Конец этой концевой фрезы имеет форму шара, что делает ее идеальной для обработки трехмерных контуров. Их закругленные концы образуют высококачественные изогнутые поверхности. | Изображение любезно предоставлено Kennametal. |
| Бычий нос У этого инструмента скругленный угол, но плоское дно, и он может создавать скругление на дне стены.Угловой радиус менее подвержен поломке, чем острые углы на плоских концевых фрезах, поэтому концевые фрезы с выпуклым носом часто используются для черновой обработки. | Изображение любезно предоставлено компанией Ingersoll. |
| V-образная насадка (фаска) Эти концевые фрезы достигают острого края и обычно используются для снятия фаски или ломки острых кромок на деталях. Обычно они бывают под углом 90 и 60 градусов, а кончик может быть острым или отшлифованным. | |
| Плоский Это концевые фрезы общего назначения, обычно используемые для фрезерования призматических 2D элементов. | Изображение любезно предоставлено Kennametal. |
| Черновая Зубцы на наконечнике для черновой обработки позволяют быстро удалить большое количество материала, оставляя шероховатую поверхность. | Изображение любезно предоставлено Kennametal. |
Вы воспользуетесь этим инструментом, чтобы создать плоскую область на блоке материала. Обычно это делается на верхней части заготовки, чтобы расплющить ее перед использованием других фрезерных инструментов.Торцевая фреза состоит из одного твердого тела с несколькими режущими пластинами, которые можно менять местами при необходимости. Чем больше фрез, тем быстрее можно удалить металл.
Изображение предоставлено MSC Direct.
# 3 — Фрезы для мухВам нужно добиться великолепной отделки поверхности? Мухорезы могут сделать это возможным. Эти режущие инструменты движутся по поверхности материала по часовой стрелке, создавая сверхчистый блеск.
Изображение любезно предоставлено Шерлин.
# 4 — спиральные сверлаСверла имеют коническую режущую кромку с валом с одной или несколькими канавками, как у концевой фрезы.Чаще всего спиральные сверла изготавливаются из быстрорежущей стали (HSS) или твердого сплава. Покрытия золотого цвета, такие как TiN, обычно используются для увеличения твердости сверла, уменьшения износа и увеличения срока службы инструмента.
Изображение любезно предоставлено RS Components.
# 5 — Центровочные сверлаЭти короткие инструменты используются для создания точного конического отверстия перед сверлением, что помогает предотвратить «хождение» бурового долота во время работы или сверление отверстия в неточном месте.Существуют также комбинированные сверла с зенковкой и зенковкой, с помощью которых можно за одну операцию создать отверстие с зазором под винт и зенковку.
Изображение любезно предоставлено Unicorn Tool.
Чертеж сверла, входящего в конусообразное направляющее отверстие, проделанное центрирующим сверлом — изображение любезно предоставлено компанией American Machine Tools.
# 6 — Метчики и резьбовые фрезыМетчики используются для нарезания внутренней резьбы в материале. Однако не все резьбы получаются методом нарезания.Метчики Roll Form вдавливаются в отверстие, после чего материал формируется вокруг метчика. Это отлично подходит для более мягких материалов, таких как алюминий, медь, латунь и пластик. Фрезы аналогичны, но могут нарезать как внутреннюю, так и внешнюю резьбу.
Изображение любезно предоставлено Pixabay.
# 7 — развертки Разверткимогут расширять существующие отверстия до определенного допуска, а также улучшать качество поверхности. Вы будете использовать их, чтобы убедиться, что отверстие имеет точную округлость и диаметр.Для разверток требуется предварительно просверленное отверстие достаточно близкого размера, чтобы удалить лишь небольшое количество материала.
Изображение любезно предоставлено компанией Carbide and Diamond Tooling.
# 8 — Держатели инструмента| Держатели для цельных концевых фрез Концевые фрезы с фаской Weldon фиксируются установочным винтом, который обеспечивает надежный захват и минимальную потерю соосности. | Изображение любезно предоставлено Glacern. |
| Держатель цанги ER Цанги ER могут вмещать инструменты самых разных размеров и типов.Несмотря на то, что они известны своей универсальностью, они менее надежны, чем держатели гидравлических, термоусадочных и концевых фрез. | Изображение любезно предоставлено Micro Machine Shop. |
| Цанговые патроны Они обладают большей силой захвата, чем цанговые патроны, и более жесткие и точные. Вы обнаружите, что они используются в высокоскоростных приложениях с более крупными инструментами. | Изображение любезно предоставлено Glacern. |
| Патроны для сверл Сверлильные патроны представляют собой удобный держатель для обычных работ по сверлению отверстий, что упрощает переключение между сверлами.Вы также можете использовать цанговый патрон как замену сверлильным патронам. | Изображение любезно предоставлено Amazon. |
| Гидравлические держатели и держатели горячей посадки В этих специальных держателях используется жидкое или тепловое расширение для центрирования и сжатия инструмента. Оба обеспечивают отличную соосность инструмента. | Изображение предоставлено Machinery Market. |
Правильный выбор инструмента с ЧПУ для работы настроит вас на успех обработки.Хотя существует множество других инструментов, с которыми вы столкнетесь в процессе своей карьеры в области механической обработки, этот список послужит основой для дальнейшего развития. Ознакомьтесь с принципами работы каждого из них, убедитесь, что выяснили, какие инструменты важны для приложений вашего конкретного магазина, и со временем вы будете знать, как выполнять любую работу, которая встречается на вашем пути.