23.03.2020

- Конструкция и принцип работы
- Классификация фрез: по каким параметрам
- Типы фрез по металлу
- Классификация фрез по некоторым характеристикам
- Нюансы выбора
- Правила хранения и эксплуатации
- Широкие возможности фрезерных станков
Во время фрезерной металлообработки важно, какой вид фрезы по металлу выбрал мастер. В статье мы расскажем о многочисленных разновидностях и особенностях их применения – это понадобится как новичку, так и для повторения профессионалу.
Данный инструмент повсеместно используется на современном оборудовании с целью создания на заготовке среза любой формы. Это довольно оптимальное устройство, позволяющее делать отверстия, канавки, а также убирать лишний слой стали.
Инструментная единица создается из прочного инструментального сплава с соблюдением максимальной точности. Чтобы выполнить параметры, которые заявлены в ТУ, используется обработка торцовым инструментом с большим набором зубцов – резцовые вставки регулируют параметры до 1 мк.
Конструктивно резец имеет несколько рабочих острых граней. Вставки часто делаются из алмаза, керамики и кардной проволоки для прочности.
Конструкция состоит из:
- • Части для работы.
- • Хвостика.
- • Центрового отверстия.
- • Торцовых зубьев и канавок между ними.
- • Шейки посередине.
Каждый зубец обладает, в свою очередь, передней и задней поверхностью, режущей кромкой.
Принцип работы заключается в том, что инструмент быстро вращается. Одновременно движется заготовка. При соприкосновении механически под воздействием давления срезается верхний слой стали.
Во время классифицирования ориентируются на следующие основные признаки:
- • как расположены зубцы;
- • сборная или цельная конструкция;
- • направление режущих кромок;
- • как крепятся насадки;
- • материал изготовления.
Кроме того, важен типоразмер и максимальное напряжение.
Обычно при разносторонней деятельности и многочисленных задачах фрезеровщик имеет полный набор, причем сам он отлично знает, как они работают. Но новичкам нужно сделать небольшой обзор.
Дисковые
Они представляют собой диск с зубьями. При этом срезающие кромки бывают или с одной стороны, или с обеих – в зависимости от назначения. В ходе этапов металлообработки (от черновой до финишной) может изменяться размер зазубрин. Твердосплавный инструмент применяется при сложных условиях резки, когда очень сложно выводить стружку из зоны работы. Когда применяют эту разновидность фрез:
- • для обрезки краев или распиловки;
- • для прорезки пазов;
- • для снятия фасок и пр.
Соответственно, среди дисковых можно встретить отрезные, прорезные и другие подвиды. Расскажем о некоторых из них, которые имеют конструктивные отличия.

Двусторонние
Зубья таких дисков оснащены двумя режущими кромками – классической на торцевой части, а также на прямой поверхности. Такая модификация дороже и производительнее.
Трехсторонние
Еще более опасные зубцы – теперь их оснащают тремя лезвиями, то есть с каждой из сторон – по краям, с торцов и сверху.
Пазовые
Здесь только одна кромка, располагающаяся на рабочей поверхности. Инструмент подходит для не очень глубокой и точной выборки стали. Он может быть с различным количеством зубьев и глубиной выемок. Одно распространенное название фрезы этого типа – «ласточкин хвост». Почему? Потому что зона резки имеет форму усеченного конуса, как перья ласточки.Торцевые
Из наименования уже понятно, что работает такой инструмент своей боковой частью. Именно торцы цилиндра (разной ширины) наделены лезвиями, которые обрабатывают плоскость металлической заготовки. Устанавливается деталь, соответственно, перпендикулярно стальной детали.
Очень часто они бывают со съемными пластинами, что экономит расходные материалы фрезеровщика. Это возможно, благодаря общей массивности конструкции. К преимуществам следует отнести:
- • Легкость работы с плоскими элементами, листами и ступенчатыми поверхностями.
- • Высокая скорость металлообработки.
- • Плавность процесса.

Цилиндрические фрезы по металлу – что это такое
Форма – цилиндр. Довольно массивный инструмент, которым удобно делать обработку плоскостей. Это основной вид оснастки станков как классических механических, так и с ЧПУ. На сайте https://stanokcnc.ru/ большой выбор фрезерного оборудования с числовым пультом управления. Современная модификация позволяет увеличить скорость и производительность одного рабочего места, а также снизить риск ошибок из-за человеческого фактора.
Цилиндрические инструменты могут быть с разной формой зубьев.

Прямые
Менее востребованные и универсальный, даже редко встречающейся. Он хорош и удобен, но при очень узком профиле работ: оснастка должна располагаться параллельно заголовки, а сам участок металлообработки должен иметь легкий доступ, ровную поверхность. В целом такие идеальные условия встречаются редко – это только узкие плоскости.
Винтовые
Наиболее многофункциональные, универсальные и, соответственно, востребованные. Линии реза идут не прямо, а по закрученной спирали. Заданный угол наклона может быть различным. В зависимости от выбранных граней можно проводить фактически любую выборку – на различных деталях. Особенности:
- • Высокое усилие при работе.
- • Возможность использования сдвоенных инструментов, когда грани находятся в противоположных направлениях – это уменьшает силу, воздействующую на кромки.
Отдельный вид фрезы – «кукуруза», которая находит применение в обработке уступов и создании канавок и их шлифовании. Они интересно выглядят.
Угловые
Это усеченный конус, который имеет острые внешние края и торцы зубьев. Основное назначение использования – металлообработка углов и неровных поверхностей, снятие прямоугольных фасок. Также с их помощью делают стружечные желобки и много дополнительных операций. Кромки резания сделаны с наклоном, что позволяет добиться любого угла работы. Посмотрим, какие есть подвиды.

Монолитные
Второе название – цельнометаллические. Их суть в том, что вся конструкция выполняется из одного прочного материала. Дополнительное усовершенствование – наличие кольцевых канавок, которые позволяют беспрепятственно убирать образованную стружку.
Снапаянными режущими пластинами (коронками)
Здесь все просто, наконечники выбираются, а затем припаиваются к основанию. Сами зубцы изготавливаются из твердых сплавов, их модификаций многочисленное множество, распространенной является корончатый.
Для предварительной обработки
Это фрезы, которые не отличаются высокой точностью, а предназначены именно для грубого среза сразу большого объема металла.
Для финишной стадии
Они имеют более мелкие, неглубокие зубья из твердого сплава с добавлением других прочных абразивных веществ. Их не стоит путать со шлифовкой. Задача – достигнуть максимальной чистоты при металлообработке.
С хвостовиком цилиндрического типа
Хвостовая часть не является рабочей, она не взаимодействует с заготовкой, а служит для надежного крепления в крепеже основания. Когда хвост создан в форме цилиндра, то есть бочонка, то возможности довольно ограничены – движение может быть осуществлено только под одним углом, поэтому обрабатываются только прямые поверхности.
Для чего нужны фрезы с хвостовиком конического вида
Такая модификация имеет намного большую свободу действий только за счет приспособленности к наклону. За счет этого они более распространены, особенно при оснастке станков с ЧПУ. Современное высокотехнологичное оборудование можно заказать на сайте https://stanokcnc.ru/.
Концевые
Их также называют пальчиковыми из-за аккуратного внешнего типа – вытянутый цилиндр напоминает палец. Их основное предназначение – врезка пазов, создание выемки, работа с контурными уступами. Очень хорошо они подходят для металлообработки двух перпендикулярных плоскостей. Они делятся аналогично угловым на:
- • монолитные или со сменными пластинами;
- • разную форму хвостовиков;
- • степень обработки – от начальной до финишной.

Фасонные
Подходит для производства фасок и обточки протяжных фасонных деталей. Если они короткие, то обычно фрезеровка не применяется, а используется протягивание. Интересен внешний вид оснастки – два круга с зазубринами. Есть несколько разновидностей.

Острая заточка
Второе название – остроконечные. Их режущий край хорошо виден, а также прекрасно поддается повторной заточке. Их просто корректировать при необходимости.
Затылованные инструменты
Ими очень удобно обрабатывать закрытые канавки и фаски, кромки. Режущие ножи у них немного выступают за пределы основного диска, поэтому их сложно затачивать.
Какие червячные фрезы бывают по металлу
Это многолезвийный инструмент. Его назначение – нарезание зубчатых колес, а также шлицевых валов, которые имеют эвольвентный профиль. Металлообработка заключается в точечном касании лезвий поверхности.

Цельные и сборные
Монолитные инструменты выполнены полностью из инструментальных сплавов – они крепкие и более надежные. Зато вторая модификация отличается тем, что можно менять наконечники, а также заменять их при порче, производить более удобную заточку.
Однозаходные и многозаходные
Это число витков, которые есть на червячной фрезе. Чем их больше, тем выше производительность, но вот точность начинает хромать. Поэтому большое количество заходов применяется в основном только при черновой отделке.
Со шлифовальными и не шлифованными зубьями
Проще говоря – это степень исправности. Чем она выше (тонкая обработка), тем лучше происходит шлифовка. В то время как обдирная, черновая, промежуточная и даже чистовая стадия – это инструменты, которые не предназначены для шлифования.
Корончатые сверла
Их используют для создания отверстий. Можно применять классическую спиральную разновидность, но по степени точности они в 4 раза уступают рассматриваемому варианту. Их назначение – для станков с ЧПУ.
Можно услышать название борфрез. Это аналогичная оснастка, но крепится она в ручной электродрели, выполняет аналогичную функцию.

Шпоночные
Удобный небольшой цилиндр с очень плавно расположенными витками режущих кромок на рабочей части. Особенность заключается в том, что есть специальные выемки, которые предназначены для легкого отвода стружки.

Конические
Или конусные. Имеют вид усеченного конуса и подходят не для прямых участков, а для округлых деталей. Одна из разновидностей – пальчиковая.

Сферические
Не самые популярные, применяются при однопроходной металлообработке с целью создать довольно качественные пазы и фигурные уступы. Маленькие лезвия находятся со всех сторон рабочей сферы.

Фреза под Т-образные выемки
Такая форма необходима при создании углублений в головке крепежных изделий или при подготовке валов со шлицевыми соединениями. Иногда их называют грибком, действительно, они имеют похожую конфигурацию, но перевернутую.

Сборные
Это очень удобный и многогранный инструментальный комплект, который состоит из основания и нескольких отверстий для крепежей нужных резцов. С одной стороны, это крайне эффективно, можно совместить в одном наконечнике массу функций. Но, как и любая универсальная вещь, она уступает узкоспециализированной.

Конечно, приведенные выше разграничения (по конфигурации, назначению) – это не единственные способы различать оснастку. Настоящий фрезеровщик имеет такой большой ассортимент изделий, что не без труда сможет его разложить. Какие еще бывают причины для классифицирования.
Разное число заходов
Стандартными считаются:
- • Однозаходные.
- • Двухзаходные.
- • Четырехзаходные.
Но может быть любое количество витков.
Чем меньше заходов, тем больше отведенная площадь под канавки. Особенностью работы с таким инструментом является то, что в каждое мгновение на заготовку оказывает воздействие только одна конкретная режущая кромка. Это очень положительно сказывается на создании продукта на высоких оборотах и при большой скорости, поскольку это позволяет беспрепятственно удалять отходы.
Также это актуально при осуществлении деятельности с мягкими металлами и другими веществами, например, с пластиком или ПВХ,акрилом. Еще их применяют при черновой и обдирочной процедуре, когда качество и точность – это не самые главные показатели.
Многозаходные используются при работе с материалом, имеющим твердую и хрупкую структуру. Движение будет плавным, без ударов, потому что одновременно поверхности касается несколько зубьев.

Тип удаления стружки
Здесь все просто — отход летит либо вверх, с таким направлением привыкли обращаться все фрезеровщики, либо вниз. Первый вариант наиболее удобен, если создаются пазы или глухое отверстие, поскольку металл не скапливается там. Но есть и минус – из всего «вылетевшего» часть может приземлиться опять на рабочую зону и препятствовать хорошему резанию. Второй вариант, соответственно, имеет более узкие возможности, но при некоторых видах работ более рекомендован.

Мы рекомендуем отталкиваться от:
- • поставленной задачи;
- • прочности обрабатываемого материала;
- • потенциала механизма.
На все инструментальные единицы нанесена классическая маркировка, поэтому в типоразмере вы не ошибетесь.
Обязательно необходимо следить за:
- • Остротой заточки.
- • Отсутствием ржавчины или прочих загрязнений.
- • Надежной фиксацией в суппорте.
Лучше всего использовать специальные сухие и освещенные шкафы для складирования.
Если у вас есть оборудование с ЧПУ от компании https://stanokcnc.ru/, вы сможете совершать практически любые операции – от обычной распиловки до фигурного вырезания отверстий и нарезания внутренней резьбы.
В статье мы рассказали про виды фрез и их назначение по металлу. Будьте внимательны во время работы за станковым оборудованием!
Фреза – это режущий инструмент, который имеет одно или несколько зубьев. В зависимости от особенностей конструкции и жесткости материала, из которого сделана режущая кромка, фрезы применяются для обработки металлов, пластиков и древесины. Инструмент закрепляется в станках, обеспечивающих его быстрое вращение, что необходимо для обработки заготовок.
Фреза по металлу
Фрезы по металлу применяются для обработки стальных, чугунных, алюминиевых и прочих заготовок. Они делаются из быстрорежущей стали. Такие фрезы делают цельнолитыми или сборными.
По конструктивным особенностям инструмент бывает следующих видов:
- Дисковый.
- Торцевой.
- Цилиндрический.
- Угловой.
- Концевой.
- Фасонный.
- Червячный.
- Кольцевой.
Дисковые
Дисковая фреза применяется для обрезки заготовок, а также подготовки в них пазов. С ее помощью можно выбирать металл или снять фаску. Внешне такой инструмент напоминает обычный пильный диск, который можно встретить на циркулярной пиле. Единственным отличием является меньший диаметр и большая толщина. Также зубья диска для фрезерования размещены под другим углом. Качество обработки зависит от размера зубьев. Чем они крупнее, тем грубее работа. При этом высокие редкие зубья обеспечивают быстрый съем металла. Также они более эффективно выводят стружки, что снижает перегрев.
Торцевые
Торцевые фрезы применяются для обработки плоских поверхностей, на которых нужно создать ступенчатый переход или углубление. Рабочей частью инструмента является его торец. По принципу действия такая фреза приравнивается к обычному сверлу, но имеет больший диаметр. Обычно у таких инструментов имеется 6 режущих зубьев, что обеспечивает более скоростное вхождение в металл. Специальные канавки выводят стружки. Торцевая поверхность позволяет создавать углубление с плоским дном.
Цилиндрические
Цилиндрические фрезы похожи на дисковые, за тем исключением, что являются существенно шире. Их зубья могут быть прямыми или винтовыми. Матрицы с прямыми кромками используются для работы на узких поверхностях. Винтовые зубья более универсальные и зачастую могут работать с более твердыми металлами. Угол наклона зубьев обычно не превышает 45 градусов, поскольку это позволяет минимизировать биение на валу. Зачастую цилиндрическая конструкция предусматривает соединения на валу станка нескольких насадок, что необходимо при обработке более широких заготовок.
Угловые
Угловой тип предназначен для врезания в металл и создания наклонных поверхностей. С его помощью можно формировать такую выборку как ласточкин хвост. Данный инструмент позволяет делать круги, а также фигурные и продольные канавки на различных металлических поверхностях. Широкая часть режущей кромки может быть как внизу, так и вверху, что позволяет формировать нужное направление угла выборки в заготовке. Непосредственно уровень наклона режущей кромки и ее высота бывают различными и подбираются в зависимости от того, какую заготовку нужно получить.
Концевые
Концевая фреза также называется пальчиковой. Она представляет собой длинное сверло, имеющее около 5 режущих кромок. С их помощью создается глубокий паз. Обычно такой инструмент является монолитным, но бывают кромки с напайками. Такая конструкция обеспечивает легкую и быструю работу с твердыми металлами, такими как сталь и чугун. Получаемое углубление имеет плоскую форму. В том случае если оно должно быть скругленным, применяется сферическая конструкция концевых фрез.
Фасонные
Такие фрезы используются для обработки фасонных поверхностей. Сквозь такой инструмент протягивается длинная заготовка. В результате контакта ее боковая часть снимается и подгоняется под требуемые параметры. Данный инструмент является одним из самых тяжелых в производстве, поскольку требует особенного оборудования для заточки. Возобновить режущую кромку в домашних условиях довольно трудно, но выполнимо при наличии должного опыта и некоторых приспособлений.
Червячные
Червячные фрезы являются самыми широкими. Они позволяют проводить выборку с поверхности с большим захватом. Данный инструмент является одним из самых дорогих, поскольку имеет довольно крупные габариты. Его зубья могут насчитывать несколько десятков штук и более. По направлению витков такие насадки бывают левосторонние и правосторонние.
Кольцевые
Кольцевые фрезы знакомы большинству как корончатые сверла. Они предназначены для сверления листового металла. Внешне их конструкция напоминает трубку с зубьями, которая врезается в поверхность, создавая пустотелое кольцо. Диаметр кольца может существенно отличаться. Для точного позиционирования, в центре коронки находиться обыкновенное сверло, которое первым врезается в поверхность и обеспечивает центрацию.
Фреза по дереву
Для обработки древесины также применяются фрезы. В связи с тем, что данный материал является более мягким, режущий инструмент для строгания отличается меньшими габаритами и стоимостью. Также он является более высокооборотным. Такие насадки устанавливаются в ручные фрезеры или стационарные станки.
Фрезы, которые используются на деревообрабатывающих станках, внешне практически идентичные тем, что применяются для обработки металла. Единственное исключение заключается в том, что они сделаны из менее качественной стали, а также имеют другой угол заточки.
Насадки для станков делают следующих видов:
- Торцевые.
- Фасонные.
- Цилиндрические.
- Угловые.
- Дисковые.
- Концевые.
- Шпоночные.
Внешне фрезы для деревообрабатывающих станков полностью идентичны тем, что используются для резки металлов. Единственным исключением являются шпоночные фрезы, которые в металлообработке не применяются. Они относятся к категории двух зубчатых фрез, с помощью которых изготовляются соединительные пазы.
В связи с увеличением популярности ручных фрезеров, существенно возрос ассортимент концевых фрез, которые в них устанавливаются. Они отличаются не только по особенности режущей кромкой, но и по диаметру хвостовика. Он может представлять собой прут толщиной 6, 8 или 12 мм.
Типы фрез для ручного фрезера
Для ручного фрезера применяется следующие разновидности фрез:
- Кромочные.
- Пальчиковые.
- Для создания соединений.
- Специальные.
Группа кромочных фрез представляет собой практически идентичную конструкцию с торцевыми насадками, применяемыми для обработки металла. Они позволяют придать краям заготовки фигурный профиль. Их ножка имеет подшипник, который останавливает насадку при контакте с заготовкой, поэтому ограничивает углубление в древесину. Данная категория имеет самые разнообразные формы профиля и часто используется для декорирования столешницы. С их помощью можно делать фигурный вырез, выборку и создание сложной фаски.
Группа пальчиковых фрез внешне очень напоминают концевые, которые используются при обработке металла. С их помощью можно выбирать проушины и создавать глухие пазы. Боковые кромки обеспечивают большую высоту обработки. Такой инструмент зачастую является монолитным. Его форма может быть как прямой, так и скошенной в виде трапеции или клина. Такая насадка эффективно удаляет стружки, поэтому обладает высокой скоростью работы.
Фреза для столярных соединений обычно представляет собой разборную конструкцию с множеством режущих элементов. Они используются для обработки торцов досок, чтобы создать пазы для столярного соединения. Именно такими фрезами создается гребенка для склеивания длинномерных досок из коротких заготовок.
Специальные фрезы представляют собой комбинированный тип, который позволяет создавать фигурную поверхность на торцах. Именно к такой категории относятся инструменты, с помощью которых можно превратить кромку доски в замковую часть, применяемую на вагонке или ламинате.
Как продлить ресурс фрез
Чтобы фреза прослужила дольше, важно в первую очередь следить за тем, чтобы она надежно закреплялась в станке. Появление биения на высоких оборотах приведет к тому, что режущая кромка может отколоться, и насадка придет в негодность. Чтобы этого избежать, нужно не только надежно зажать ее перед работой, но и периодически останавливаться, чтобы перепроверить ее фиксацию, поскольку она может просто ослабнуть.
Следующим важным правилом является правильный подбор фрезы. Не следует использовать инструмент, твердость которого практически идентична жесткости обрабатываемой заготовки. Если это проигнорировать и начать работу, то интенсивность стирания будет одинаковой, поэтому режущая кромка быстро сядет, а ее металл отпуститься от перегрева.
Следующим правилом является правильный выбор скорости. На упаковке от фрезы обычно указывается оптимальная частота вращения. Если разогнать ее больше, то это может привести к тому, что она перегреется или от нее может отколоться кусок зуба.
Нельзя забывать о том, что во время работы металл сильно нагревается. Для предотвращения перегрева важно своевременно останавливать станок для остывания. Также стоит применять смазку, особенно если проводится обработка металла.
После каждой обработки стоит чистить фрезу от налипшей на нее стружки. Зачастую инструмент делается из стали, которая подвержена коррозии. Поэтому важно следить, чтобы он хранился в герметичном боксе, изолированном от влажного воздуха.
В случае если фреза утратила остроту, ее не следует использовать, поскольку тупая режущая кромка приводит к быстрому перегреву, в результате чего инструмент может испортиться и тогда ни какая заточка уже не поможет. Также не нужно создавать сильный прижим к обрабатываемой детали, поскольку это также способствует перегреву.
Похожие темы:
Виды фрез для аппаратного маникюра
Существует огромное количество фрез разной твердости, из разного материала и для разных целей. Наш обзор поможет вам разобраться и выбрать нужные виды фрез для аппаратного маникюра, которые станут незаменимыми помощниками в вашей работе.


Для начала разберемся с твердостью фрез. Как и пилочки, фрезы отличаются абразивностью. Чтобы определить, мягкая перед вами насадка или твердая, посмотрите на насечку. Самые мягкие имеют желтую насечку, мягкие – красную, средние – синюю, грубые – зеленую и черную. Чаще всего для работы вам будут нужны фрезы среднего абразива (синие), они самые популярные у мастеров. Для некоторых видов работ также пригодятся мягкие, и совсем редко – грубые.
Виды фрез для аппаратного маникюра
Алмазные фрезы

Фреза-пламя (бор алмазный)
Он поможет вам при работе с кожей: при обработке боковых валиков, удалении трещин и мозолей.

Фреза-игла (бор алмазный)
С помощью нее приподнимают кутикулу (для дальнейшего удаления сухой части), вычищают птеригий и обрабатывают боковые валики.

Фреза-шар (бор алмазный)
Используется для раскрытия боковых валиков и обработки кутикулы. Также применяется в педикюре для удаления стержневых мозолей.

Фреза-цилиндр
Поможет вам в моделировании арки ногтя (при наращивании и работе с натуральной ногтевой пластиной), также эффективно удалит мозоли и натоптыши на стопах.

Фреза-скругленный цилиндр (бор алмазный)
Служит для обработки ногтевой пластины, шлифовки и выравнивания поверхности ногтя.
Твердосплавные фрезы
Твердосплавные фрезы незаменимы для снятия гель-лака и всех типов искусственного материала (геля, акрила, акригеля) с ногтей. На фото представлены фрезы так называемой формы “кукуруза”, грубого и среднего абразива. Такие насадки способны снять самый прочный материал, хорошо очистить ногтевую пластину, подпилить ноготь под нужную вам форму. Обязательно обращайте внимание на рекомендуемое количество оборотов, особенно, если фреза жесткая, чтобы избежать травм.

HDFreza, Фреза 501 406 801 Грубая

HDFreza, Фреза 501 807 001 Средняя
Керамические фрезы
Керамические фрезы более мягкие, чем алмазные и твердосплавные. Мы рекомендуем начинающим мастерам и тем, кто только осваивает аппаратный маникюр, учиться именно на керамических фрезах. Они менее травмоопасны и позволяют мастеру в спокойном режиме обработать ногтевую пластину, боковые валики и бережно удалить сухую часть кутикулы.

HDFreza, Фреза керамическая 505 201 190 060

HDFreza, Фреза керамическая 505 275 220 060 Грубая
Фрезы-шлифовщики и полировщики
Такие фрезы используются на завершающем этапе маникюра. Шлифовщики позволяют выровнять ногтевую пластину, спилить лишний слой геля или акрила при наращивании. Полировщики используются для очистки кожи от неровностей и заусенец, а также для придания акриловым ногтям глянцевого блеска.

HDFreza, Шлифовщик корундовый

HDFreza, Полировщик силикон-карбидный

HDFreza, Полировщик Тонкий
Песочные колпачки
Шлифовальные колпачки вы можете использовать для щадящей обработки ороговевшей кожи на ногтевых валиках, удаления мозолей при маникюре и педикюре. Колпачок надевается на резиновую или металлическую основу и применяется одноразово, после работы утилизуется.

Domix, Насадка-основа резиновая 10х15 мм

ruNail, Колпачок абразивный, 10*15 мм, 180 грит
Как вставить фрезу в аппарат?
Многие начинающие мастера задаются вопросом: как вставить фрезу в ручку маникюрного аппарата и как правильно вытащить ее? Есть три типа зажима: ручной, автоматический и полуавтоматический. Вам нужно прочитать в инструкции к аппарату, какой тип именно у вашей машинки.
При ручном зажиме нужно нажать кнопку на корпусе, отвернуть шайбу и вставить фрезу. Затем аналогичным способом закрыть зажим, снова нажав кнопку.
При полуавтоматическом зажиме манипуляции чуть проще. Чтобы поменять насадку, нужно повернуть ручку, открыв цанговый зажим, затем вставить фрезу и закрыть зажим.
Автоматический зажим – самый простой и удобный. С ним смена насадки производится быстро и без лишних действий. Вы просто вставляете фрезу в зажим, и он автоматически фиксирует ее в нужном положении. Нужно учитывать, что аппарат нельзя хранить пустым – в нем должна всегда находиться либо фреза, либо заглушка. Если зажим закроется без фрезы, открыть его самостоятельно, без помощи профессионального мастера по ремонту, вы не сможете.

Как очищать и хранить фрезы?
Твердосплавные и алмазные боры предварительно очищают специальной щеточкой от пыли и частичек кожи, затем дезинфицируют в растворе и стерилизуют вместе с другими инструментами. Песочные колпачки предназначены для одноразового использования, их заменяют на новые после каждого клиента.
Хранить фрезы, как прочие инструменты, подлежащие стерилизации, нужно в крафт-пакете. В процессе работы можно оставлять их на специальной подставке, где они всегда будут под рукой, и вы сможете легко взять нужную вам фрезу, чтобы вставить ее в аппарат.

HDFreza, Подставка на 7 насадок
Это основное, что мастеру нужно знать о типах фрез и их использовании. В процессе работы вы научитесь применять все виды фрез и делать по-настоящему чистый, красивый, идеальный маникюр.
Желаем успешной работы!
С уважением, интернет-магазин imkosmetik.
Все виды фрез по металлу и их назначения
Эта разновидность режущего инструмента представлена в большом ассортименте. С его помощью можно проводить различные технологические операции. Сам процесс заключается в медленной подаче быстровращающейся фрезы в рабочую область. По точности обработки заготовок такая методика лишь не намного хуже наружного протягивания металла.
Разнообразие фрез по металлу позволяет производить выборку материала на самых сложных участках. Главное – определить нужный вид инструмента и способ его подачи (например, винтовой, поступательно-вращательный). Его режущие кромки изготавливаются из особых сортов стали, керамики, твердых сплавов, алмазов и ряда других материалов (кардная проволока и так далее). Рассмотрим основные разновидности фрез по металлу для фрезерного станка и их назначение.

Классификация фрез по металлу
- По расположению режущих частей (зубьев).
- По их заточке.
- По направлению (наклонные, винтовые и так далее).
- По конструкции инструмента (монолитный, сборный, составной).
- По креплению режущих элементов.
- По их материалу.
Поэтому перечислить все разновидности данного инструмента, с учетом специфики его исполнения и особенностей применения, несколько затруднительно.
Виды фрез
Каждая из них используется лишь на определенном технологическом этапе обработки металла, в зависимости от задачи, которую необходимо решить.
Цилиндрические
 Имеется 2 разновидности данного инструмента – с зубьями прямыми и винтовыми. Фрезы в первом исполнении применяются для более простых операций, как правило, на ограниченных (узких) участках.
Имеется 2 разновидности данного инструмента – с зубьями прямыми и винтовыми. Фрезы в первом исполнении применяются для более простых операций, как правило, на ограниченных (узких) участках.
Изделия с режущими винтовыми частями более универсальные.
Но так как осевые усилия бывают значительными, то их использование ограничивается углом наклона режущей грани (не более 450). Поэтому в подобных ситуациях устанавливаются фрезы цилиндрические сдвоенные. Особенность их исполнения в том, что режущие части в процессе работы «перекрывают» место стыка половинок инструмента.
Дисковые
- Прорезка пазов.
- Выборка металла на узком сегменте.
- Обрезка заготовок.
- Снятие фасок и для других целей.
 Особенности – режущие грани могут располагаться или с одной, или с обеих сторон. Их размеры определяют специфику обработки металла – грубая она (предварительная) или финишная (чистовая). Такой инструмент эксплуатируется в довольно сложных условиях – повышенная вибрация, сложность отвода металлической стружки.
Особенности – режущие грани могут располагаться или с одной, или с обеих сторон. Их размеры определяют специфику обработки металла – грубая она (предварительная) или финишная (чистовая). Такой инструмент эксплуатируется в довольно сложных условиях – повышенная вибрация, сложность отвода металлической стружки.
Разновидности:
- Прорезные.
- Отрезные.
- Пазовые.
- Для резания с двух или трех сторон.
Торцевые
В основном применяются для обработки деталей с поверхностями ступенчатыми или плоскими. Инструмент ставится так, чтобы его продольная ось была перпендикулярна обрабатываемой поверхности.

Особенности – повышенная плотность зубьев на участке соприкосновения с заготовкой. Это обеспечивает равномерность и высокую скорость обработки металла. Наличие дополнительных режущих кромок (в торцевой части) позволяет добиться более «чистой» поверхности при обработке на фрезерном станке.
Червячные
Имеют специфическое применение. Обработка материала производится методом обката.

Особенность – выборка металла происходит в процессе точечного касания фрезы заготовки.
Разновидности
- Левые или правые (в зависимости от направления витков).
- Одно- или многозаходные.
- Сборные или цельные.
- С зубьями шлифованными или нешлифованными.
Концевые
Для обработки пазов, уступов и так далее.

Разновидности
- Хвостовик – конический или цилиндрический.
- Для предварительной (крупные зубья) или финишной (мелкие) обработки материала.
- Монолитные или с напаянными режущими пластинами (коронками).
Обдирочные фрезы предназначены для обработки сплавов, полученных способом литья или ковки.

Шпоночные – разновидности концевых, которыми производится выборка Т-профилей. Оснащены двумя зубьями, один из которых расположен на конце, а другой – на срединной части инструмента. Интервал между ними и определяет параметры зоны выборки металла.

Отрезные
 Предназначение понятно из названия. Обрезка заготовки может быть полной или частичной (секторальной). Режущие кромки – только на верхних гранях зубьев (на торцах отсутствуют).
Предназначение понятно из названия. Обрезка заготовки может быть полной или частичной (секторальной). Режущие кромки – только на верхних гранях зубьев (на торцах отсутствуют).
Разновидности
Группируются по размерам зубьев:
- Мелкие.
- Средние.
- Крупные.
Особенности – первые две разновидности режущего инструмента служат для работы с чугуном и сталями, последняя – с легкими сплавами (на основе магния, алюминия и тому подобное).
Приобретая ручной фрезер для своей домашней мастерской, счастливый обладатель такой обновки получает в свое распоряжение очень функциональный инструмент, который способен вывести обработку деревянных деталей на совершенно иной уровень качества. Ни один другой «представитель» деревообрабатывающий техники бытового класса не имеет столь широких возможностей. В умелых руках ручной фрезер полностью оправдывает название универсального, многофункционального инструмента, открывающего широчайшие горизонты творчества.
 Фрезы по дереву
Фрезы по деревуНо действительно многофункциональным этот инструмент станет только в том случае, если к нему приобретена необходимая оснастка. И в первую очередь это, конечно – фрезы по дереву. Они представлены в продаже в очень широком разнообразии, и начинающему мастеру необходимо научиться ориентироваться в нем и выбирать нужную фрезу для того или иного вида работ.
Сразу оговоримся: рассказать обо всех типах фрез в масштабе одной публикации – попросту невозможно. Да, наверное, и не нужно, так как с приходом опыта работы у постоянно совершенствующегося мастера сложится полное понимание в этом вопросе. Так что предлагаемая вниманию публикация – только лишь для «старта» на этом поприще.
Общие сведения о фрезах
Фреза – это главный сменный элемент оснастки любого фрезера. По сути – она и является тем режущим инструментом, которым осуществляется обработка деревянной детали. Именно от качества фрезы в большей мере зависит и качество получаемого в итоге изделия.
Принцип строения фрез
Разнообразие фрез по их «геометрии», а стало быть и по предназначению – чрезвычайно широкое. Но в любом случае, если рассматривать эти комплектующие именно для ручного фрезера, сохраняется общий принцип их конструкции.
 Общее строение фрез по дереву для ручного фрезера
Общее строение фрез по дереву для ручного фрезераПо сути, обязательных основных элементов конструкции — всего два.
Прежде всего, это хвостовик (поз. 1), который зажимается в патроне фрезера и через который, соответственно, передается вращающий момент.
Рабочая область или головка (поз. 2) – та в которой расположены лезвия (ножи, резаки — их по-разному называют в различных источниках). Режущая кромка может быть прямой или же иметь весьма замысловатую конфигурацию, что и предопределяет возможности конкретной фрезы.
Про разнообразие конфигураций режущих головок фрез в основном-то и пойдет речь ниже – это основной критерий выбора.
Наконец, на фрезе могут быть дополнительные элементы (на данной иллюстрации это опорный подшипник — поз. 3), или упрощающие выполнение фрезеровальных работ, или расширяющие возможности фрезы. Например, подшипники очень помогают при изготовлении или обработке деревянных деталей по имеющимся шаблонам – получается в буквальном смысле слова копирование контуров. Кроме подшипников, это могут быть стопорные муфты, калибровочные втулки или шайбы, винты, позволяющие перебрать разборную фрезу и разместить ее режущие детали в нужной последовательности.
Цены на набор фрез «Bosch»
набор фрез «Bosch»
Размеры хвостовиков фрез
Хвостовики фрезы характеризуются двумя размерами – диаметром и длиной.
Длина во многом зависит от предназначения фрезы. Но порой случаются ситуации, когда при выборе, например, глубоких пазов, длины становится недостаточно. С аналогичной проблемой можно столкнуться и в том случае, если ручной фрезер устанавливается под специальным фрезерным столом, и толщина столешницы также «съедает» некоторую часть длины хвостовика.
 Ручные фрезеры очень часто встраиваться в специальные фрезеровальные столы (готовые или самодельные). В любом случае этим может несколько снижаться свободный вертикальный проход фрезы, и для выборки глубоких пазов зачастую требуется оснастка с удлиненным хвостовиком.
Ручные фрезеры очень часто встраиваться в специальные фрезеровальные столы (готовые или самодельные). В любом случае этим может несколько снижаться свободный вертикальный проход фрезы, и для выборки глубоких пазов зачастую требуется оснастка с удлиненным хвостовиком.Это один из моментов, которые следует держать в уме при выборе
Второй параметр хвостовика – это его диаметр. Естественно, он подбирается по патрону имеющегося или приобретаемого фрезера.
Здесь есть важный нюанс. Дело в том, что в продаже могут встретиться как сам инструмент, так и фрезы дюймового и метрического стандарта. Например, в метрическом исчислении это может быть 6; 8; или 12 мм. В дюймовом же приняты два размера ¼ и ½ дюйма. Если перевести это в миллиметры, то получается 6,35 и 12,7. Вроде бы совсем рядышком…
Но именно, что «вроде бы». На фрезерах устанавливается цанговый патрон, который, в отличие, например, от патрона дрели, не терпит «вольностей» с диаметрами. И фреза с полудюймовым хвостовиком способна намертво заклиниться в 12-мм патроне, да так, что придется прибегать каким-то крайним мерам. И наоборот – 12 мм фреза может фиксироваться в патроне на ½ дюйма ненадежно, что крайне опасно, так как есть вероятность получить очень серьёзную травму.
 Диаметр хвостовика может быть метрического или дюймового стандарта. Несмотря на, казалось бы, незначительную разницу в пересчете на миллиметры, они не являются взаимозаменяемыми!
Диаметр хвостовика может быть метрического или дюймового стандарта. Несмотря на, казалось бы, незначительную разницу в пересчете на миллиметры, они не являются взаимозаменяемыми!Разница между диаметром 6 мм и ¼ дюйма – не столь значительна. Но и в этом случае лучше все же не рисковать, а приобретать то, что прописано в паспорте фрезера.
Не стоит поддаваться на уговоры продавцов – мол, все так делают, и ничего страшного, «приляжется» и т.п. При таком попустительстве имеется вероятность просто угробить свой инструмент, если не случится худшего.
Как быть, если требуется или более длинный хвостовик, или фреза определенной конфигурации, но под цангу другого диаметра, а в ассортименте магазина таковых нет? Иногда в этом плане помогают переходники-удлинители. Они сами имеют хвостовик определенного размера, а на конце – цанговый патрон. Так что можно приобрести подобную оснастку для разных переходов диаметров, которая при необходимости выручит в обоих случаях.
 С помощью удлинителя или переходника можно решить проблему и недостаточной длины хвостовика, и несоответствия его диаметра цанговому патрону фрезера.
С помощью удлинителя или переходника можно решить проблему и недостаточной длины хвостовика, и несоответствия его диаметра цанговому патрону фрезера.Но, безусловно, еще при выборе ручного фрезера рекомендуется заранее сложить представление о том, какие работы предполагается им выполнять, какая оснастка в связи с этим должна преимущественно использоваться. Злоупотреблять дополнительным переходниками не следует – это всегда лишнее «слабое звено», нежелательное на больших скоростях и высокой нагрузке.
Выбор ручного фрезера – задача ответственная!
Если решено обзавестись этим очень полезным электроинструментом, чтобы самостоятельно или под чьим-то руководством освоить технологию фрезерной обработки деревянных деталей, следует хотя бы в общих чертах представлять устройство ручного фрезера и критерии его оценки при покупке. Подробнее об этих вопросах читайте в специальной публикации нашего портала «Какой ручной фрезер по дереву выбрать».
 Выбор ручного фрезера – задача ответственная!
Выбор ручного фрезера – задача ответственная!Различия по принципу строения режущей части
Даже если пока отставить в сторону конфигурацию режущей головки, можно заметить возможные отличия по самому принципу конструкции.
Цены на набор фрез «FIT»
набор фрез «FIT»
- Наиболее распространенными являются сборные фрезы. Суть их конструкции заключается в том, что в процессе производства вначале изготавливается болванка фрезы с хвостовиком. А затем в нужных местах к ней крепятся металлические режущие кромки. Соединение производится по технологии пайки с использованием специальных тугоплавких припоев.
 Хорошо заметно, что режущие кромки напаяны на головки фрез
Хорошо заметно, что режущие кромки напаяны на головки фрезТакая технология хорошо освоена, и поэтому подобные фрезы встречаются чаще всего. Правда, иногда именно узел паяного соединения становится «слабым звеном» — это случается на недорогих моделях или на фрезах и вовсе не известного происхождения. За качество пайки кромок у моделей ведущих брендов обычно переживать не приходится.
- В последнее время набирают популярность фрезы со сменными лезвиями. Режущая кромка у них крепится на болванке одним или несколькими винтами.
 Примеры фрез по дереву со сменными ножами
Примеры фрез по дереву со сменными ножамиТакие лезвия при необходимости несложно демонтировать, чтобы выполнить заточку или сменить на новые. Стоимость новых, безусловно, в любом случае будет ниже стоимости целой фрезы аналогичного качества. Но до полной замены еще, как говорится, «дожить надо». Дело в том, что такие лезвия, как правило, имеют двухстороннюю заточку, а некоторые (как, например, показано на иллюстрации выше в левом ее фрагменте) — даже четырёхстороннюю. То есть если режущие кромки притупились, можно пока не тратить время на их заточку, а просто, сняв крепежные винты, перевернуть лезвия другой стороной наружу и продолжать работу.
Безусловно, стоимость подобных фрез довольно большая, но это вполне оправдывается удобством и длительным сроком их эксплуатации. Поэтому все большее количество мастеров профессионального класса переходит именно на такую оснастку.
- Третий тип – это монолитные фрезы. У них режущая кромка сформирована отточенными выступами на самой болванке, примерно так, как это делается на обычных сверлах.
 Фрезы монолитного типа
Фрезы монолитного типаУ таких фрез практически полностью исключается вероятность отрыва режущей кромки от «тела», что, конечно, является неоспоримым достоинством. Однако, такие лезвия сложнее затачивать, а кроме того, по мере заточки их геометрия постепенно изменяется, что сокращает срок эксплуатации. И приходится выбрасывать всю фрезу полностью.
- Отдельно можно выделить насадные (или наборные) фрезы. У них режущие детали не соединяются намертво с хвостовиком – предоставляется возможность их снять и установить в необходимой последовательности, с чередованием разделительных шайб, муфт или подшипников. Тем самым изменяется и «геометрия» обработки деревянной детали или количество и взаимное расположение одновременно выбираемых пазов.
 Пример насадной фрезы – можно выбрать одну режущую головку или же поставить несколько, варьируя расстояние между ними с помощью входящих в комплект муфт
Пример насадной фрезы – можно выбрать одну режущую головку или же поставить несколько, варьируя расстояние между ними с помощью входящих в комплект муфтВпрочем, это уже в большей степени оснастка для мастеров-профессионалов. Новичку же будет благоразумнее начинать освоение технологии фрезерования с обычных наиболее распространённых сборных фрез с напаянной режущей кромкой.
Различия по материалу и способу заточки режущей кромки
При выборе фрез обращают внимание и на материал самой режущей кромки. Здесь можно встретить два основных варианта.
- Лезвия из быстрорежущей стали, обычно обозначаются аббревиатурой HSS (от английского «High Speed Steel» – дословно «высоко-скоростная сталь»). Это – отличное решение для обработки мягких пород дерева. Как уже понятно даже из названия, такие фрезы обычно используются на высоких оборотах фрезера – именно в таких условиях они показывают свои преимущества, давая очень чистую обработку.
Правда, и затупить подобные кромки – много труда не надо. При встрече с твердой средой они быстро перегреваются, утрачивают свои качества и требуют правки.
- Если же предстоит обрабатывать древесину твердых пород или плотные композитные материалы на ее основе, то предпочтение следует отдавать фрезам с твердосплавными напайками. Принятое обозначение такой оснастки – НМ. В качестве материала для кромок чащ всего используется карбид вольфрама, известный своей прочностью. Но это не означает, что такие фрезы – вечные. Нет, и они тупятся, и так же требуют периодической правки. Просто с их помощью вполне можно обрабатывать очень плотную древесину, но уже на более низких оборотах фрезера.
А вот для мягких пород это, пожалуй, и не самый лучший вариант, так как, по идее, идеальной чистоты обработки с ними добиться бывает довольно сложно. Впрочем, во многом это зависит от качества режущих кромок – в этом вопросе тоже немалый разброс. Твердые сплавы могут серьезно различаться зернистостью: чем она меньше — тем качественнее и долговечнее получается режущий инструмент. Так что качество поверхности после прохода НМ-кромками изделий ведущих производителей бывает ничуть не хуже, чем после быстрорежущих. И по сути – такие твердосплавные фрезы являются универсальной оснасткой для любых пород древесины.
 На упаковке фрезы обозначено, что режущие кромки – твердосплавные. Кроме того, указана максимально допустимая скорость вращения шпинделя ручного фрезера при работе с такой фрезой.
На упаковке фрезы обозначено, что режущие кромки – твердосплавные. Кроме того, указана максимально допустимая скорость вращения шпинделя ручного фрезера при работе с такой фрезой.Могут быть различия и по конфигурации режущей кромки относительно оси вращения фрезы.
- По большей части встречаются фрезы, у которых режущий край лезвий расположен вертикально или, если это фигурная фреза, в одной плоскости с осью вращения. То есть в боковой проекции все равно становится вертикальным.
 Характерные примеры фрез с вертикальным расположением режущих кромок.
Характерные примеры фрез с вертикальным расположением режущих кромок.Следует заметить, что такие кромки — наиболее непродуктивные и быстро изнашивающиеся. По сути – они работают на скол тонкого слоя древесины, поэтому вскорости на них появляются зазубрины, которые ухудшают качество обработки деталей.
Но зато такие фрезы обладают сравнительно невысокой стоимостью, и проще других поддаются правке и заточке (до определенных пределов, конечно).
Цены на набор фрез «Зубр»
набор фрез «Зубр»
- Более совершенными являются фрезы, режущие кромки у которых расположены под углом к оси вращения. Они уже по большей части работают именно как ножи, обеспечивают не скол, а аккуратный срез волокон древесины и, соответственно, повышенное качество обработки заготовок.
 Фрезы с наклонно расположенными режущими кромками
Фрезы с наклонно расположенными режущими кромкамиТакие фрезы, безусловно, стоят дороже, но и «моторесурс» у качественных изделий подобного типа уже значительно больше. То есть требовать заточки или даже полной замены лезвие будет реже.
- Режущая кромка может иметь и спиральную конфигурацию, так, как это обычно делается на обычных сверлах. Но, в отличие от них, рабочей частью фрезы является не только торцевая заточка, но и вся кромка на ее протяжении снизу доверху.
 Фрезы со спиральной режущей кромкой.
Фрезы со спиральной режущей кромкой.Может иметься разница и по типу заточки режущей кромки – применяется прямая угловая, трапециевидная или радиальная заточки. Но в эти «дебри» новичку пока еще лезть рано, и понимание такого вопроса приходит лишь с достаточным опытом работы по фрезерованию, при выходе на качественно другой уровень мастерства.
Типы фрез по способу обработки материала
Переходим, наконец, к рассмотрению разнообразия фрез, позволяющего подобрать оснастку для тех или иных видов работ с деревянными заготовками.
Концевые фрезы
Такие фрезы можно, в принципе, отнести и просто к пазовым, но их выделяют на общем фоне за схожесть с обычным сверлом. По сути, о них только что рассказывалось, когда речь шла об оснастке со спиральным расположением режущих кромок. И иллюстрация, хорошо показывающая строение таких фрез, уже размещена выше.
Концевые фрезы имеют отличающуюся от обычного сверла заточку торцевой части, но это не мешает им хорошо вертикально погружаться в обрабатываемый материал. А отверстие, получаемое с их помощью, получает практически ровное дно.
 Пример концевых фрез и их возможностей
Пример концевых фрез и их возможностейНо сверление отверстий – это всего лишь одна из функций концевых фрез, обладающих немалой универсальностью. Спиральные кромки обеспечивают качественную выборку материала и при горизонтальном перемещении инструмента. В итоге это позволяет вырезать пазы, например, под установку замков, под пазо-шиповое соединение деталей, выбирать четверти, производить обработку торцов заготовок и т.п.
Одним словом, концевые фрезы в умелых руках становятся вполне многофункциональной оснасткой. Кстати, многие из них нередко применяются, в отсутствие ручного фрезера, и с электрической дрелью – например, при вырезании пазов под замки.
С некоторой долей условности к концевым относят и так называемые бор-фрезы, которые часто именуют шарошками. Это – довольно своеобразная оснастка, резко отличающаяся внешне от других насадок.
 Бор-фрезы или шарошки
Бор-фрезы или шарошкиС помощью шарошечных фрез можно придавать отверстиям или краям вырезанных пазов определенную конфигурацию, проводить их доводку. Используют их и для декоративного оформления плоскостей – для своеобразной «гравировке» по древесине.
Пазовые фрезы
Функциональность понятна из названия. Такими фрезами обычно выбираются пазы различного предназначения, как для создания соединительных узлов деталей, так и для, например, декоративного оформления изделий.
Пазы могут выбираться как от края детали к ее середине, так и в любом месте на плоскости – заточка большинства пазовых фрез позволяет проводить вертикальное погружение режущей части в материал (хотя, в отличие от концевых, эта функция не является превалирующей).
Всю многочисленную группу пазовых фрез можно разделить на несколько подгрупп
Пазовые прямые, галтельные и галтельные V-образные
 | Одна из простейших фрез – пазовая прямая. Нередко в обиходе ее именуют «пальчиковой». По выборке схожа с погружными концевыми фрезами цилиндрической формы. После прохода образует паз установленной ширины с перпендикулярным расположением стенок и дна. Может различаться шириной выбираемого паза и глубиной выборки (длиной рабочей части фрезы). При необходимости ширину паза можно увеличивать дополнительными проходами со смещением инструмента на нужное расстояние. |
 | Пазовая галтельная фреза выбирает канавку с округлым дном (галтель). В зависимости от глубины погружения, стенки паза могут представлять собой дугу вплоть до 180 градусов, либо вначале иметь перпендикулярный поверхности участок с последующим закруглением. Фреза часто используется для декоративного оформления изделий. |
 | Галтельная V-образная. В отличие от обычной галтельной, имеет заострённый наконечник и выбирает паз с направленным вниз углом, по типу латинской буквы V. По применению схожа с рассмотренной выше. Ширина паза и величина угла в вершине может быть различной. |
Пазовые конструкционные
 | Фреза для выборки паза типа «ласточкин хвост» — одного из самых надежных соединений деревянных деталей. |
 | Фреза для выборки Т-образного паза, нередко применяемого в том числе и в качестве направляющей для перемещения подвижных деталей. Может также использоваться для вырезки срытых петель для навешивания изделий на стену. |
 | Фреза, схожая с предыдущей, но выбирающая скрытый паз трапециевидной формы. |
Пазовые фасонные
Эти фрезы представлены в большом разнообразии – они позволяют выбирать разы сложной симметричной формы. Кроме того, ими можно при необходимости проводить и обработку торцевых кромок заготовки.
Очень часто, если эти фрезы используются для декорирования поверхностей, то их пускают в ход после прохода прямой пазовой фрезой. Так как иначе на режущие кромки выпадает слишком высокая нагрузка, приводящая к быстрому выходу из строя.
Образцы распространенных фасонных фазовых фрез показаны в таблице:
Кромочные фрезы
Это – очень многочисленная группа, которую тоже можно с некоторой долей условности разделить на несколько подгрупп. Отличительная черта большинство кромочных фрез – наличие опорных подшипников. Это позволяет производить обработку торцевых сторон заготовок не только с и использованием направляющих фрезерного стола, но и с применением шаблонов, в том числе – сложной криволинейной формы.
Кромочные прямые
Фрезы предназначены для получения ровных кромок, перпендикулярных плоскостям заготовки. Опорный подшипник может располагаться снизу или сверху. Диаметр подшипника бывает равным диаметру фрезы, но применяются и другие, большего или меньшего размера, что даже несколько расширяет возможности оснастки, например, для пропорционального увеличения или уменьшения деталей относительно шаблона.
Кромочные калевочные
Фрезы позволяют придать торцевым сторонам заготовки выпуклую или, наоборот, вогнутую округлую или волнистую форму различной конфигурации. Широко используются для чистовой обработки заготовок для придания им декоративных качеств. Могут применяться и для созданий сложных художественных орнаментов.
К кромочным калевочным можно отнести и фрезу, скругляющую торец заготовки с обеих сторон за один проход, например, при изготовлении столешницы. В таких фрезах часто предусматривается возможность изменения расстояния между верхней и нижней режущими кромками, расположенными симметрично.
Цены на набор фрез «STAYER»
набор фрез «STAYER»
 Фреза кромочная калевочная составная (насадная) – мастеру предоставляется возможность изменения расстояния между режущими кромками в зависимости от толщины заготовки.
Фреза кромочная калевочная составная (насадная) – мастеру предоставляется возможность изменения расстояния между режущими кромками в зависимости от толщины заготовки.Кромочные фальцевые фрезы
Предназначены для выборки прямоугольных пазов по торцам заготовки или для вырезания четверти. Если применяется два прохода, то есть с обеих сторон заготовки, то таким образом формируется прямой шип.
 Фальцевая кромочная фреза
Фальцевая кромочная фрезаНередко подобные фрезы комплектуются целым набором опорных подшипников различного диаметра. Это существенно упрощает выборку пазов разной глубины.
Кромочные полустержневые
Обработкой такой фрезой на торце заготовки формируется полукруглый профиль. Но этим ее применение не ограничивается. Например, при ее использовании в совокупности галтельной фрезой можно создать шарнирное соединение деталей. Кроме того. Двойной проход с обеих сторон узкой заготовки позволяет сформировать деревянный стержень.
Кромочные галтельные
Формируют на торце заготовки паз округлой формы (галтель) или скруглённые внутрь фаски. Как уже говорилось, при совместном использовании с полустержневыми фрезами такого же диаметра предоставляют возможность создания шарнирных соединений.
 Торцевая галтельная фреза часто комплектуется двумя опорными подшипниками, расположенными сверху и снизу. Так удается избежать перекосов при выборке паза.
Торцевая галтельная фреза часто комплектуется двумя опорными подшипниками, расположенными сверху и снизу. Так удается избежать перекосов при выборке паза.Кромочные конусные фрезы
Понятно из названия, что при вращении фрезы ее режущие кромки описывают конус, а иногда – даже два со встречным или расходящимся углом. Такая обработка часто используется для точной подгонки деталей при их сплачивании в панель большой площади. Может применяться и для формирования фасок или выемок нестандартной формы. Угол наклона лезвий может быть разным.
Кромочные фигурные
Это – самая многочисленная подгруппа из числа кромочных фрез. Такая оснастка открывает широкие возможности придания торцам заготовок самых разнообразных, в том числе – и довольно замысловатых конфигураций.
Такие фрезы обычно немаленькие по размерам, весьма тяжеловесные, и не любой ручной фрезер «потянет» работу с ними. Они рассчитаны на оборудование профессионального класса мощностью не менее полутора киловатт.
Проводить выборку можно по всей плоскости заготовки, то есть используя всю длину везущей кромки фрезы, либо задействую только определенные участки оснастки. Это еще больше расширяет возможности, поэтому, неверное, подобные фрезы еще часто именуют мультипрофильными.
Разнообразие их – очень широко, и в таблице ниже представлены для примера далеко не все модели.
Комбинированные фрезы
Предназначение комбинированных фрез – формирование «замковых» профилей для соединения деревянных деталей. Например, это монтаж рамок при соединении заготовок по углам, или же склеивание щитов из отдельных досок (ламелей) – в этом случае замковые профили нарезаются по все длине торцевой части. Подобный подход позволяет очень точно подогнать детали одна к другой, а также значительно увеличить площадь контакта, что чрезвычайно важно для качественного склеивания.
Некоторые фрезы из этой группы применяются для создания пазо-шиповых разборных соединений, например, для вагонки или шпунтованной доски.
Здесь тоже можно выделить несколько подгрупп.
Пазо-шиповые фрезы
Про предназначение говорит уже само название.
Это может быть комплект из двух фрез, каждая их которых «ответственна» за свой участок – одна создает паз на одной стороне доски, вторая – шип на противоположной. Такое использование позволяет обойтись без точной подгонки, так как фрезы в комплекте уже идеально совмещены по «взаимной геометрии».
 Комплект из двух фрез, предназначенный для создания пазо-шипового замкового соединения. Удобно, например, быстро заготавливать шпунтованные доски.
Комплект из двух фрез, предназначенный для создания пазо-шипового замкового соединения. Удобно, например, быстро заготавливать шпунтованные доски.Другой вариант: наборная, насадная фреза, которая в одном положении будет выбирать паз, а в другом, с установкой двух режущих головок – формировать шип.
 А эту фрезу можно «перенабрать» или для нарезки шипов, или для выборки пазов.
А эту фрезу можно «перенабрать» или для нарезки шипов, или для выборки пазов.Еще одним представителем этой подгруппы может считаться набор из двух фрез для заготовки вагонки. При проходе режущие кромки не только формируют пазы и шипы, но одновременно еще и снимают фаски, характерные именно для вагонки.
 Комплект фрез для самостоятельного изготовления вагонки
Комплект фрез для самостоятельного изготовления вагонкиКомбинированные рамочные фрезы
Как правило, это насадные (наборные) фрезы, предоставляющие мастеру возможность изменять взаимное расположение режущих кромок и расстояние между ними. Нередко это даже комплект из двух фрез подобного типа.
Кстати, переборка таких фрез может осуществляться даже без вытаскивания хвостовика из цанги фрезера – это позволяет не сбивать выставленное положение. Достаточно открутить стопорный винт и изменить расстановку режущих головок, разделительных муфт, подшипников, а затем зафиксировать сборку винтом.
Несколько примеров рамочных комбинированных фрез – в таблице ниже:
Комбинированные универсальные фрезы
Еще одна подгруппа пазо-шиповых комбинированных фрез, оригинальных по конструкции и очень удобных в работе. Дело в том, что меняя положения фрезы можно одним проходом формировать кромки, строго обратно-симметричные друг к другу. То есть при повороте деталей на 180 градусов они идеально стыкуются кромками, становясь полностью готовыми к сборке в единую конструкцию.
Несколько характерных примеров таких универсальных фрез и кромок, ими создаваемых – в таблице ниже:
На иллюстрации ниже показан принцип использования одной из таких универсальных комбинированных фрез.
 Обработка кромок такой универсальной фрезой позволяет выполнять и рамочное соединение (под углом в 90 градусов)
Обработка кромок такой универсальной фрезой позволяет выполнять и рамочное соединение (под углом в 90 градусов)Фигирейные фрезы
Фигирейные фрезы применяются обычно для изготовления крупных деталей, требующих или точной подгонки для сборки, или (и) сложной внешней конфигурации. Характерные примеры – филенки для дверей или мебели, деревянные плинтусы, декоративные планки и другие подобные детали интерьера.
Как правило, фрезы имеют весьма внушительные размеры и массу, поэтому использовать их следует только с мощными фрезерами, не менее 1500 Вт.
Фигирейные горизонтальные фрезы
Предназначены для формирования края филенки. Следует сразу оговориться, что за один проход кромка филенки не получается – требуется дополнительная обработка шипа с противоположной стороны.
Несколько примеров – в таблице:
Фигирейные двухсторонние горизонтальные
Это обычно насадные фрезы, которые позволяют одним проходом и формировать лицевую сторону филенки, и вырезать шип для вставки пазы рамы. Стоимость, безусловно, выше, но и производительно тоже вдвое возрастает.
Фигерейные вертикальные фрезы
Как понятно уже, наверное, по иллюстрации, эти фрезы служат для формирования плинтусов. Впрочем, и у них есть определенная универсальность – если варьировать область контакта фрезы с деревянной заготовкой.
 Основное предназначение вертикальный фигирейных фрез – изготовление плинтусов.
Основное предназначение вертикальный фигирейных фрез – изготовление плинтусов.* * * * * * *
Выше были рассмотрены далеко не все типы и профили представленных в продаже фрез. А если присовокупить к этому то обстоятельство, что показанная оснастка выпускается еще и в различных размерных сочетаниях, то представить можно представить, насколько широк может оказаться ассортимент.
Рассказать обо всех тонкостях выбора фрез сложно, так как многие критерии для начинающего мастера будут просто недостаточно понятны. Можно лишь порекомендовать начинать свои «творческие поиски» с недорогих моделей, так как с большой долей вероятности первые фрезы будут «убиваться» по неопытности очень быстро.
Кстати, в настоящей публикации в основном показаны фрезы довольно популярного производителя – российской компании «Энкор», которые как раз подойдут для начинающих. У этих фрез весьма приемлемое качество (хотя и не дотягивающее до наиболее именитых брендов) и вполне умеренная цена.
Затем, когда наберется опыт, когда будут учтены первично допущенные ошибки, придёт уверенность в движениях и желание максимально повысить качество обработки деталей, можно буде перейти на более дорогие образцы.
В вопросах выбора фрез для начинающих может оказаться очень полезной подборка видео, снятая опытным специалистов в области обработки древесины.
Видео: Рекомендации новичкам по выбору фрез
Видео: Пазовые фрезы — назначение и советы по выбору
Видео: Кромочные копировальные фрезы и дополнительная оснастка к ним
Виды фрез по дереву для ручного фрезера
Фрезеровка предоставляет практически неограниченные возможности по обработке заготовок. Формирование кромок, пазов и канавок различной глубины и формы – для каждой операции есть свои виды фрез по дереву для ручного фрезера, позволяющие выполнять работу максимально эффективно. Какие бывают фрезы по размерам, форме, конструкции и типам лезвий – вся нужная информация в одном обзоре.

Разновидности диаметра хвостовика
Перед тем как выбрать фрезу, надо в первую очередь определиться со способом ее крепления, а точнее, в каких единицах измеряются диаметр хвостовика — дюймах или миллиметрах. Это зависит от того какие в комплекте с фрезером идут цанги — втулки, в которых зажимается хвостовик:
- Если они измеряются в миллиметрах, то самые распространённые это на 6, 8 и 12 мм.
- Когда размер указывается в дюймах, то обычно выбирать приходится только из двух из них – это четверть и половина дюйма.
Это важно! При переводе дюймов в единицы СИ получается 6,35 и 12,7 мм, но, несмотря на столь незначительную разницу, миллиметровый хвостовик не совместим с дюймовой цангой и наоборот. Вал фрезерной машины вращается со скоростью до 25000 оборотов в минуту, поэтому малейшие несоответствия повлекут за собой в лучшем случае порчу инструмента.
Типы конструкции фрез
В зависимости от стоимости и назначения, они выпускаются в следующих конструкционных модификациях:
Сборные
В основе такой стальная болванка необходимой формы, к которой приварены режущие кромки. Благодаря простоте изготовления, таких моделей на рынке большинство.

Со сменными режущими кромками
Отличаются большим сроком службы, так как ножи для них делают двусторонними – когда лезвие затупилось, его переворачивают.

Монолитные
Режущие кромки выточены прямо в основании – при работе с таким инструментов пропадает даже гипотетическая возможность, что нож отломается, но после нескольких заточек фрезу придется менять.

Типы лезвий фрез
Фрезы бывают с вертикальным, наклонным или спиральным расположением лезвий. Если они прямые, то кусочки дерева будут срублены с заготовки, а наклонные их срезают, что уменьшает вероятность возникновения сколов и увеличивает общее качество фрезеровки.
По материалу и характеристикам лезвия выпускаются двух типов:
- HM – быстрорежущие. Используются для обработки мягких пород дерева или алюминия.
- HSS – твердосплавные. Предназначены для твердых материалов, поэтому у таких режущих кромок лучше температурный коэффициент и прочие характеристики, что также отражается на их цене.
Кроме лезвий, в зависимости от того, в каком месте и какой формы нужно получить выемку в заготовке, используются соответствующие типы фрез для ручного фрезера по дереву.
Фрезы пазовые
Предназначены для выборки паза необходимой ширины и глубины в середине детали или от ее края и к центру. Чаще всего применяется при создании соединения типа шип-паз. При необходимости, если позволяет конструкция упора фрезерной машины, то ширина паза может регулироваться без замены фрезы на бо́льшую по диаметру.
Пазовые прямые
Простейший инструмент цилиндрической формы, после использования которого в заготовке остается прямоугольный в сечении паз. Преимущественно используется с погружными фрезеровальными машинами, хотя возможно и применение их с другими моделями.

Пазовые галтельные
Их режущая головка имеет закругленную форму, благодаря чему в разрезе паз напоминает литеру «U» — в зависимости от глубины реза стенки закругляются сразу же от поверхности заготовки или сначала некоторое время идут от нее под прямым углом.

Пазовые галтельные V образные
Хотя по определению «галтель» это именно полукруглая выемка, к галтельным относится и фреза, дающая в разрезе «V»-образный паз. Если работа предполагает изготовление пазов с разными углами наклона стенок, то надо иметь соответствующий комплект инструментов.

Пазовые конструкционные (Т образные и ласточкин хвост)
В сечении полученные пазы образуют перевернутую букву «Т», основание которой выходит на поверхность или правильную трапецию, большая сторона которой обращена к центру заготовки. Это одно из самых надежных соединений, заготовки задвигаются одна в другую и другим способом разъединить их не получится.
Пазовые фасонные
Наряду с галтельными используется для получения фигурной резьбы и обработки кромок. В сечении пазы напоминают фигурные скобки. Фрезеровать можно как пазы в центре заготовки или снимать кромки с ее краев. Если изготавливается сложный рисунок, то предварительно по его контуру рекомендовано пройти прямой пазовой фрезой – это упростит последующую центровку и уменьшит нагрузку на фрезеровочную машину при применении фасонной фрезы.


Фрезы кромочные
Чаще всего изготавливаются с подшипником, который позволяет обрабатывать кромки и торцы заготовок не только посредством настройки опорного стола, но и по шаблону.
Кромочные прямые
Для получения плоскости торца заготовки, перпендикулярной пласти (верхней части обрабатываемой детали). При наличии на фрезе подшипника можно обрабатывать кромки округлой формы. Сам подшипник может быть настроен заподлицо к режущим лезвиям или иметь больший/меньший диаметр, что расширяет возможности использования оснастки.
Кромочные калевочные
Для получения прямой, дугообразной или волнистой фигурной кромки – в зависимости от используемой части фрезы можно смягчить ребро заготовки, скруглить его (двойные фрезы позволяют делать это за один проход), сделать кромку с фальцем и губкой или получить полустержневой выступ. Широко используются для изготовления орнаментов сложной формы. При выборе двойной фрезы надо обращать внимание на возможность регулировки расстояния между режущими лезвиями.

Кромочная колевочная регулируемая фреза.
Кромочные фальцевые
Используются при необходимости выбрать паз прямоугольной формы или четверть на ровной или изогнутой заготовке. Применяя двойной проход, получают шип нужного размера. Глубина выборки регулируется положением фрезеровочной машины или упорным подшипником.

Кромочные конусные
В зависимости от угла наклона кромки фрезы, они используются для подготовки заготовок перед соединением, получения декоративной фаски или для обработки деталей мебели, которые затем будут соединены в изделия круглой (многоугольной) формы.
Кромочные галтельные
Применяются для получения паза округлой формы на кромке прямой или фигурной заготовки. Для исключения возможности перекоса фрезы, изготавливается с двумя подшипниками. Результат работы получается такой же, как и при использовании пазовых галтельных фрез, но в ряде случаев кромочные применять гораздо удобнее.

Кромочные фигурные
Другое название – мультипрофильные. Так как они достаточно массивные и одновременно работают с большой площадью заготовки, применение таких фрез рекомендуется на фрезеровочных машинах мощностью не меньше чем 1600 Ватт. Для работы используется весь профиль фрезы сразу или в различных комбинациях, что позволяет получать кромку стандартной или заданной мастером формы.
Кромочные полустержневые
Прямое назначение фрезы – обработка кромок заготовок для получения полукруглого выступа. Также есть много дополнительных способов применения – к примеру, если обработать такой фрезой прямоугольную заготовку с двух сторон, то она станет стержнем. Кроме этого с ее помощью получают профили с фаской и кромкой сложной формы, а также шарнирные соединения (при обработке заготовки в паре с галтельной или калевочной фрезой).
Фрезы комбинированные
Применяются для сплачивания и сращивания деревянных заготовок – объединения их по кромке (для угловых соединений) или торцевой части (для получения широкой доски из нескольких мелких). Комбинированные фрезы объединяют в себе пазовые и шиповые, и рассчитаны, чтобы за один проход создавать оба этих элемента. Использование фрезеровки для этой цели увеличивает склеиваемую площадь досок и отшлифовывает поверхности для их максимального прилегания друг к другу.
Комбинированные универсальные
Позволяют получить совмещаемые плоскости с шипом и пазом, расположенными под углом друг к другу. Используется одна и та же фреза для обеих сращиваемых заготовок – так как ее не приходится менять, это ощутимо уменьшает время обработки.
Пазо-шиповые
Используется комплект из двух отдельных фрез – для создания паза в одной заготовке и шипа в другой. Дополнительных промеров и подгонок не потребуется, так как размеры режущих кромок уже рассчитаны при изготовлении инструмента.


Для изготовления вагонки
Используются по тому же принципу, что и пазо-шиповые, но позволяют получить соединение фигурной формы с большей площадью соприкосновения заготовок, что улучшает характеристики изготавливаемой таким способом вагонки.

Комбинированные рамочные
Наборные фрезы, позволяющие в нужном мастеру порядке располагать на оси режущие лезвия. Состоят из основания, режущих лезвий, упорных подшипников (одного или нескольких), стопорной шайбы и гайки-фиксатора. При изменении конфигурации фрезы ее основание не вынимается из цанги фрезеровочной машины, чтобы сохранить ее первоначальную настройку.
Фрезы фигирейные
Основное предназначение – декоративная обработка кромок деталей, предназначенных для создания филенок. Фигирейные фрезы оснащены подшипником, поэтому работать можно с прямоугольными и фигурными заготовками. Так как филенки это обычно крупные детали, то средний диаметр фрез составляет 50-70 мм – для их использования желательно использовать фрезеровальную машину мощностью от 1500 Ватт.
Фигирейные горизонтальные
Используется для частичной обработки филенки. Так как форма фрезы предполагает выборку, начиная от упорного подшипника – это не позволяет сразу же получить шип для вставки филенки в раму. Для его формирования требуется дополнительная обработка кромки.
Фигирейные горизонтальные двухсторонние
Значительно упрощают процесс работы, так как обработку детали можно выполнить за один проход фрезы, формируя одновременно фигурную часть филенки и шип для вырезанного в раме паза.
Фигирейные вертикальные
В первую очередь такие фрезы применяются для изготовления плинтусов различной формы, но на практике их возможности гораздо шире – все зависит от того, как настроить и держать фрезеровочную машину. После обработки на заготовке образуется декоративное обрамление и шиповое соединение.
Это все основные разновидности фрез по дереву для ручного фрезера, но дополнительно надо учитывать, что каждая из них изготавливается в нескольких размерах, так что у профессионального столяра для их хранения должен быть отдельный шкафчик немаленьких размеров.


Использованы фото известного
производителя фрез Энкор.
Если вы заметили ошибку, не рабочее видео или ссылку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Ручной фрезер представляет собой станок для обработки деталей из древесины. Он устроен достаточно просто, но, обладая большим набором режущего инструмента, способен выполнять большое количество различных операций. Ручные станки могут стать полноценной заменой стационарным образцам, совмещая функции нескольких разновидностей — пазовальных, копировальных, гравировальных установок.
Компактность, малый вес и прочие достоинства ручных фрезеров сделали их универсальными и востребованными приспособлениями. Сменный режущий инструмент позволяет быстро изменить тип обработки материала. Рассмотрим его внимательнее.
Классификация
 Существуют разные виды фрез по дереву для ручного фрезера
Существуют разные виды фрез по дереву для ручного фрезера
Диаметр хвостовика
 Фрезы различают по диаметру хвостовика
Фрезы различают по диаметру хвостовика
К наиболее распространенным вариантам относят фрезы с хвостовиком на 6, 8 и 12 мм. Импортные модели привязаны к дюйму и чаще всего имеют четверть- или полудюймовый диаметр.
Примечательно, что между собой они никак не совмещаются, установить в миллиметровую цангу дюймовый хвостовик не получится. Учитывая высокие скорости резания, малейшее биение может стать причиной травм или порчи деталей. Поэтому важно использовать только соответствующие друг другу элементы.
Существуют также фрезы с нестандартным диаметром хвостовика, например, 7 мм. Они встречаются реже, но при покупке следует проверять параметры режущего инструмента.
Цанга — не патрон, она не может сжиматься в широких пределах. Высокая прочность зажима и удержания хвостовика требует использования подходящей по размеру оснастки.
Конструкция режущего органа

Существуют разные виды конструкции фрез:
- С жестко установленными кромками
- Со сменными лезвиями
- Монолитные фрезы
Первая группа наиболее многочисленная. Эти фрезы сравнительно дешевы и просты в изготовлении. Для тела инструмента можно использовать более мягкий металл, а лезвия приварить к основе, получая в итоге вполне работоспособную конструкцию.
Мнение эксперта
Кузнецов Василий Степанович
Сменные лезвия прижимаются к основанию резьбовыми фиксаторами. Удобство таких изделий состоит в увеличенном сроке службы — когда рабочая кромка полностью выйдет из строя, лезвие переворачивают и пользуются второй кромкой — сменные лезвия двусторонние. Это удобно и экономично, но требует определенных навыков при установке и настройке кромок.
Монолитные фрезы делаются из одной заготовки. Они обладают повышенной прочностью и надежностью, но способны выдержать лишь несколько процедур заточки. Для того, чтобы увеличить срок службы, их изготавливают из твердых высокоуглеродистых инструментальных марок стали.
Тип лезвий
 С помощью ручного фрезера можно создавать всевозможные профили, выемки или пазы, используя широкий ассортимент насадок
С помощью ручного фрезера можно создавать всевозможные профили, выемки или пазы, используя широкий ассортимент насадок
Существует три основных разновидности формы лезвий:
- Прямые. Во время касания с заготовкой производят действие, аналогичное ножам электрорубанка — срубают некоторое количество материала. Обладают повышенной производительностью, но способны разрушать древесину при движении против волокон;
- Наклонные. Обладают более мягким воздействием на заготовку. Рубящее движение приближено к режущему, что дает возможность более чистой обработки древесины. При этом, производительность несколько снижается;
- Спиральные. Производят наиболее щадящее воздействие на обрабатываемую поверхность. Выполняют только резку, без рубящих элементов в работе. Обеспечивают максимальную чистоту, но минимальную производительность.
Кроме этого, лезвия изготавливают из разных марок стали:
- Быстрорежущие. Обозначаются литерами HM. Применяются для обработки мягкой древесины, реже — для алюминиевых деталей;
- Твердосплавные. Маркируются буквами HSS. Предназначены для работы с твердыми породами дерева. Способны переносить сильный нагрев, обладают повышенной твердостью и прочностью. Цена таких фрез выше, чем у альтернативных разновидностей.
Выбирая фрезу, рекомендуется обращаться к образцам, средним по цене и прочим показателям. Дешевые экземпляры быстро выходят из строя, а самые дорогие виды редко оправдывают свою стоимость.
Выполняемые функции
 Концевые фрезы, которые относятся к наиболее распространенным инструментам, используемым для работ ручным фрезером
Концевые фрезы, которые относятся к наиболее распространенным инструментам, используемым для работ ручным фрезером
Фрезы по дереву способны выполнять различные операции:
- Изготовление пазов, гнезд, углублений различной формы.
- Копирование по заранее подготовленному шаблону.
- Придание кромке определенного профиля.
- Создание зубчатого профиля для продольной склейки, образование фигурной поверхности для филенок и т.п.
Мнение эксперта
Кузнецов Василий Степанович
Все виды рабочих операций могут быть выполнены только соответствующим инструментом. Выполнить определенную задачу, не имея подходящей по профилю или форме фрезы, невозможно.
Виды
Они делятся на:
- Пазовые. Режущая поверхность у них распространяется на торцовую и боковую стороны. Предназначены для создания продольных или глухих гнезд, пазов, углублений под установку различных деталей и т.п.
- Кромочные. Используются для обработки кромки деталей. Существуют конструкции с подшипником, проходящим по свободной части детали и обеспечивающим упор инструмента. Есть фасонные разновидности, делающие на кромке определенный узор или профиль. Они также могут иметь упорный подшипник или использоваться без него.
- Копировальные. Большинство таких фрез снабжены подшипником в верхней или нижней части режущей кромки. Они могут использоваться как в связке с заранее изготовленным шаблоном (при массовом производстве), так и обрабатывать край заготовки по имеющемуся углублению в верхней или нижней части.
 Большинство фрез изготавливается под выполнение тех или иных видов обработки
Большинство фрез изготавливается под выполнение тех или иных видов обработки
Все виды фрез подразделяются по форме режущей кромки:
- Галтельные. Имеют закругленный торец, что дает возможность делать пазы с U-образной формой дна. Могут использоваться для создания углубления в плоскости, или придавать соответствующую форму кромки.
- Прямые. Образуют прямоугольные углубления. Используются для создания гнезд, четвертей или иных пазов.
- V-образные. Создают углубление, подобное галтельным фрезам, но с заостренным днищем паза и прямыми стенками. Также способны обрабатывать кромку, создавая фаску с определенным углом наклона и глубиной погружения.
- Т-образные или ласточкин хвост. Это конструкционные типы фрез, предназначенные для создания шиповых соединений повышенной прочности. Требуют опыта и навыков, но дают весьма надежный результат.
- Фигурные. Образуют профиль различных типов, используются для изготовления оконных рам, дверных филенок, обработки краев столешниц и т.д. Существует большое количество таких фрез. Каждая из них дает только один вариант профиля, но иногда может использоваться частично.
Как правило, фрезы приобретаются наборами. Это позволяет получить сразу все наиболее необходимые виды, позволяющие производить большинство операций. Если требуются дополнительные виды режущего инструмента, их можно докупить по отдельности. Опытный мастер всегда имеет большое количество фрез, что значительно расширяет его возможности. При покупке надо внимательно рассмотреть все параметры, уточнить диаметр хвостовика и прочие особенности элементов набора. Это позволит исключить проблемы во время обработки материала.
Технические характеристики

Основными параметрами фрез являются:
- Диаметр хвостовика.
- Тип и материал лезвия.
- Пределы скорости вращения.
- Допустимая температура нагрева при обработке.
- Посадочный диаметр для подшипника (если имеется).
- Длина рабочей части.
- Конструкционные особенности инструмента.
Большинство характеристик зависит от материала, из которого изготовлена фреза. Чем прочнее и надежнее инструмент, тем выше его стоимость.
Особенности
 Особенности
ОсобенностиОтличительной особенностью фрез по дереву является многообразие разновидностей режущих кромок. Кроме этого, имеется способность обрабатывать материал как в боковом, так и в осевом направлении.
Если на стационарных станках используется преимущественно один способ обработки, то для ручного инструмента доступны любые операции, для которых имеется соответствующая фреза. Кроме того, только этим станком могут быть созданы глухие углубления в древесине.
Еще одной уникальной особенностью фрез для ручного фрезера является способность выполнять художественно-декоративную обработку поверхностей, создавать узоры, рисунки, элементы геральдики и т.п. Для этого можно использовать копиры, масштабируемые приспособления и прочую оснастку.
Плюсы и минусы
К достоинствам инструмента следует отнести:
- Большой выбор разновидностей.
- Прочность, надежность инструмента.
- Устойчивость к нагрузкам, нагреву, прочим воздействиям.
- Высокие скорости резания дают чистую и гладкую поверхность.
- Есть возможность приобрести сравнительно дешевые или более дорогие виды инструмента.
 Фрезы по дереву имеют, как плюсы так и минусы
Фрезы по дереву имеют, как плюсы так и минусы
Недостатками следует считать:
- Заточка или восстановление фрез в большинстве случаев невозможны.
- Каждый образец способен выполнять только одну задачу.
- Диаметр хвостовика рассчитан на определенный вид цанги. Совместить несоответствующие элементы невозможно.
- Дешевые виды фрез демонстрируют слабое крепление лезвий к основе. Часто они отрываются, что опасно и создает неровности на обработанной поверхности.
Мнение эксперта
Кузнецов Василий Степанович
Несмотря на имеющиеся недостатки, фрезы для ручного фрезера позволяют производить большой перечень операций и демонстрируют высокое качество обработки материала.
 Перед тем как выбрать фрезу, надо в первую очередь определиться со способом ее крепления, а точнее, в каких единицах измеряются диаметр хвостовика — дюймах или миллиметрах
Перед тем как выбрать фрезу, надо в первую очередь определиться со способом ее крепления, а точнее, в каких единицах измеряются диаметр хвостовика — дюймах или миллиметрах
Как выбрать?
В первую очередь, следует заранее выяснить, какие виды режущего инструмента нужны, их тип, форма кромки, наличие подшипника и прочие особенности. При покупке следует определиться, для каких целей нужен режущий инструмент, какие объемы работ планируется выполнить, и насколько твердую и плотную древесину надо обрабатывать.
Исходя из этих факторов выбирают тот или иной вид фрез. Если требуется купить дорогой образец, рекомендуется попросить у продавца сертификат соответствия, поскольку на рынке имеется большое количество подделок из стран Юго-Восточной Азии.
Если с предоставлением документов случаются какие-то проблемы, следует поискать нужные фрезы в другом месте. Количество инструмента на рынке огромно, отыскать качественный образец не составит сложности.
Как ухаживать за фрезами и что следует знать
Наборы продаются в специальных фанерных ящичках со специальными гнездами для установки фрез. Ухаживать за таким инструментом проще всего — надо защитить их от контактов с атмосферной влагой. Проще всего поместить контейнер в полиэтиленовый пакет, что обеспечит надежную защиту от сырости. Отдельные элементы хранят в собственных упаковках (если есть) или в отдельных контейнерах.
Для них также следует обеспечить максимальное отсутствие влаги, в чем поможет полиэтиленовый пакет или герметичная коробка. Хранить их следует в сухом отапливаемом помещении, иначе при внесении в теплую мастерскую они сразу отпотеют и покроются капельками водяного пара.
Мнение эксперта
Кузнецов Василий Степанович
Советы опытных владельцев единодушны — специального ухода за режущим инструментом такого типа не требуется, надо лишь обеспечить условия для хранения.
Приходилось ли вам работать ручным фрезером по дереву?
Постоянно!Не довелось
В заключение следует отметить:
- Режущий инструмент для ручного станка обладает огромным разнообразием видов и размеров.
- Чем большим количеством элементов обладает пользователь, тем шире его возможности.
- Каждая фреза может выполнять только один вид обработки.
Для того, чтобы использовать наиболее качественный и надежный инструмент, надо иметь некоторый опыт обращения с продукцией разных фирм. Нередко самые дорогие модели уступают по качеству более дешевым образцам. При этом, для ответственных и чистых работ надо применять изделия ведущих производителей, которые демонстрируют наибольшую эффективность и отсутствие изъянов поверхности.
Читайте также другие полезные статьи:
Видео-обзор: Виды фрез по дереву и их назначение
CNCCookbook’s Feeds & Speed Master Class
Вот хороший видео-обзор о фрезерном фрезеровании (вниз) по сравнению с обычным фрезерованием (вверх), который я сделал для своей ежемесячной рубрики CNC Chef с журналом «Инструмент для резки»:
Для получения более подробной информации, продолжайте читать.
Что такое Climb Milling против обычного фрезерования (Down Milling и Up Milling)?
Несмотря на то, что многие пользователи станков с ЧПУ привыкли всегда указывать фрезерование по альпинизму, бывают времена, когда необходимо выполнять фрезерование по фрезе, и бывают периоды, когда предпочтительнее обычное фрезерование.Прежде чем мы начнем использовать каждый из них, давайте кратко определим различия.
Первое, что нужно отметить, это терминология. Некоторые скажут «Climb Milling против обычного фрезерования», в то время как другие скажут «Down Milling vs Up Milling». Они одно и то же:
- Подъемное фрезерование = Фрезерование вниз
- Обычное фрезерование = Up Miling
Фрезерный фрезерование — это когда направление резания и вращение фрезы объединяются, чтобы попытаться «всосать» мельницу вверх (отсюда это называется фрезерование подъёмом) или отойти от работы.Это обеспечивает лучшую чистоту поверхности. Вот диаграмма, показывающая подъем по сравнению с обычным фрезерованием для ряда ориентаций:

Стрелки показывают движение детали, а не движение шпинделя!
Имейте в виду, что для этой иллюстрации движется деталь, а не шпиндель. На некоторых машинах, таких как портальный маршрутизатор, шпиндель перемещается, поэтому метки меняются местами. Я придерживаюсь этого принципа, думая о шпинделе как о прижимном ролике, который может либо помочь перемещать заготовку в направлении, в котором она уже движется (фрезерование с помощью подъема), либо может бороться с этим движением (стандартное или обычное фрезерование).
Попробуйте провести эксперимент на своей фрезе в обоих направлениях, и вы увидите, что фрезерование во время подъема намного плавнее и обеспечивает лучшую чистоту поверхности (в большинстве случаев бывают случаи, когда обычная обработка дает лучший результат, см. Ниже). Обратите внимание, что в зависимости от способа фрезерования вам необходимо убедиться, что ваша заготовка хорошо поддерживается в этом направлении.
Преимущества и недостатки восходящего и фрезерного фрезерования (обычные и подъемные)
Преимущества обычного фрезерования (Up Milling):
- Ширина чипа начинается с нуля и увеличивается, когда резак заканчивает нарезку.
- Зуб встречает заготовку в нижней части реза.
- Создаются восходящие силы, которые стремятся поднять заготовку во время фрезерования.
- Для обычной мельницы требуется больше мощности, чем для мельницы.
- Поверхностная обработка хуже, потому что стружка уносится зубами вверх и опускается перед резаком. Там много чипов пересчитывается. Охлаждение наводнения может помочь!
- Инструменты изнашиваются быстрее, чем при фрезерной обработке.
- Обычное фрезерование предпочтительнее для шероховатых поверхностей.
- Отклонение инструмента во время обычного фрезерования будет иметь тенденцию быть параллельным резу (подробнее см. Раздел «Отклонение инструмента»).
Преимущества фрезерования (Down Milling):
- Ширина чипа начинается с максимума и уменьшается.
- Зуб встречает заготовку в верхней части реза.
- Чипсы опускаются за резак — меньше повторной обработки.
- Меньший износ благодаря инструментам, работающим на 50% дольше.
- Улучшенная обработка поверхности благодаря меньшему повторному нанесению.
- Требуется меньше энергии.
- Фрезерный фрезерование прижимает усилие при фрезерной обработке, что упрощает крепление и крепление. Усилие прижима может также помочь уменьшить вибрацию механической обработки на тонких полах, поскольку она помогает закрепить их на поверхности под ним.
- Подъемное фрезерование снижает трудоемкость.
- Это может, однако, вызвать сколы при фрезеровке горячекатаных материалов из-за упрочнения слоя на поверхности.
- Отклонение инструмента во время фрезерного фрезерования будет иметь тенденцию быть перпендикулярным к резанию, поэтому оно может увеличивать или уменьшать ширину резания и влиять на точность.
Подъем фрезерный люфт
Существует проблема с фрезерной обработкой, которая может вызвать проблемы с люфтом, если силы резания достаточно велики. Проблема в том, что при фрезерном фрезе стол будет стремиться попасть в резак. Если есть какой-либо люфт, то это дает свободу для вытягивания в размере люфта. Если люфта достаточно, а резак работает на полную мощность, это может привести к поломке и, возможно, к травме из-за летящей шрапнели.По этой причине многие магазины просто запрещают фрезерование на любых ручных станках с люфтом. Некоторые машины даже были оснащены «элиминатором люфта», основной целью которого было обеспечение фрезерования при подъеме и сопутствующих преимуществ.
Один из способов думать об этом — рассмотреть концепцию загрузки чипа. Это мера того, сколько материала пытается разрезать каждый зубок фрезы. Типичные значения для финишной работы будут от 0,001 до 0,002 ″ на зуб. Для черновой работы это может увеличиться до 0.005 «. Теперь в худшем случае фрезерный подъем может захватить стол и отбросить работу в резак на полную величину люфта в тот момент, когда один зуб режет. Поэтому вы можете добавить обратную реакцию к загрузке микросхемы, чтобы увидеть, какова будет ваша новая эффективная загрузка микросхемы в этом наихудшем случае. Предположим, что вы обрабатываете 0,005 ″ на зуб и имеете 0,003 ″ люфт. В худшем случае загрузка вашего чипа возрастет до 0,008 ″. Это, вероятно, не конец света, но это напряжение. Теперь предположим, что у вас более старая машина с 0.020 ″ люфта и нагрузка на чипы 0,005 ″. Если произойдет худшее, ваша загрузка чипа возрастет до 0,025 ″, что, вероятно, приведет к поломке мельницы и является очень опасным.
Второе, что нужно учитывать, это то, достаточно ли сильны силы резания, чтобы сначала натянуть стол через люфт. Многое будет зависеть от точного сценария резки вместе с вашей машиной. Если у вас есть модная линейная машина с низким коэффициентом трения, ее можно легко захватить. Если у вас в столе много железа, и, возможно, вы бежите с подтянутыми выступами, это будет сложнее.Существуют способы расчета силы резания, но, как правило, меньшие концевые фрезы, меньшая глубина резания, меньшая подача и меньшая скорость шпинделя уменьшат усилие резания и уменьшат вероятность того, что резец может вытащить люфт из вашего стола. и создать проблему.
В целом, станки с ЧПУ не должны иметь заметного люфта, так что это больше касается ручных станков.
При определенных условиях на фрезерном фрезе получается отрицательная геометрия резания
До сих пор у вас, вероятно, возникла идея, что, возможно, вам всегда следует забираться на мельницу.В конце концов, он оставляет лучшее качество поверхности, требует меньше энергии и с меньшей вероятностью отклонит резак. И наоборот, механиков-механиков часто учат никогда не лазать на мельнице, потому что это опасно делать на станке с люфтом. Истина где-то посередине. ABTools, производители популярных катеров AlumaHog и ShearHog, указывают на некоторые полезные правила:
— При резке на половину диаметра фрезы или меньше вам обязательно нужно подняться на фрезу (при условии, что ваша машина имеет низкий или нулевой люфт, и это безопасно!).
— до 3/4 диаметра фрезы, не имеет значения, какой способ резки.
— при резке от 3/4 до 1x диаметра фрезы вы должны предпочесть обычное фрезерование.
Причина в том, что геометрия фрезы вынуждает эквивалент резания с отрицательным передним углом для этих тяжелых резов диаметром от 3/4 до 1x. Похоже, что корпорация Dapra впервые обсуждала это явление еще в 1971 году. G-Wizard теперь напоминает вам с небольшим намеком, какой из них вы предпочитаете:

Советы G-Wizard подскажут, что делать: «Использовать фрезерный фрезерование»…
Если вы никогда не играли с нашим программным обеспечением G-Wizard Speeds and Feeds, найдите время и подпишитесь на 30-дневную пробную версию.
Прогиб инструмента и точность резания при подъеме по сравнению с обычным фрезерованием
Как подъем по сравнению с обычным фрезерованием влияет на прогиб инструмента и точность ?. На следующем рисунке показаны маленькие стрелки (часто называемые векторами), показывающие направление отклонения инструмента при перемещении фрезы по траектории:

Стрелки показывают, где сила резания пытается отклонить резак. Обычный срез сверху, карабкайся снизу.
Обратите внимание, что вектор силы отклонения более близок к разрезу при обычном фрезеровании (хотя стрелки длиннее, показывая, что силы резания выше).При фрезерном подъеме стрелка почти перпендикулярна разрезу. Если ваш резак отклоняется на 0,001 ″, разве вы не предпочли бы, чтобы он был почти в направлении движения? Альтернативой является то, что резак будет пахать глубже в стену или отрываться от стены. В любом случае будет больше ошибок в обрабатываемой детали. Суть в том, что при обычном фрезеровании длина векторов больше. Это говорит вам о том, что силы резания тяжелее, и инструмент с большей вероятностью отклонится.
Попробуйте подняться для черновой обработки, потому что вы можете выполнять черновую обработку быстрее, а прогиб инструмента не влияет на точность — конечный проход обеспечит точность. Вы можете выполнять черновую обработку быстрее, потому что силы резания меньше, а профиль толстой и тонкой стружки отводит тепло на стружку. То, что от толщины к тонкости + отводит тепло, особенно важно для жестких материалов, таких как нержавеющая сталь. Это также приводит к получению лучшего качества поверхности, если вы можете позволить себе взобраться на финишный проход.
Рассмотрим обычное фрезерование для чистовых пропусков
Это нелогично для многих машинистов, которые обучены для большинства своих карьер, которые поднимаются лучше, чем обычно. При прочих равных условиях это правда, но все остальные вещи редко равны!
Проблема в том, что прогиб влияет и на чистоту поверхности. Если вектор почти параллелен пути, вы можете считать, что часть вектора, которая отталкивает его «от параллельной», очень мала.Следовательно, инструмент будет иметь небольшую тенденцию отклоняться и накладывать волны на стены, которые вы заканчиваете. Обратите внимание, что это может быть особенно важно при тонкостенных работах, где стены слабы!
Таким образом, вам следует переключиться на обычное фрезерование для финишного прохода, если вы испытываете все трудности при прогибе (используйте G-Wizard, чтобы увидеть, приводит ли ваш диаметр инструмента и вылет к достаточному прогибу для вашего финишного прохода). По крайней мере, следует избегать слишком большой глубины резания при фрезерной обработке, чтобы не вызвать отклонения.В той же статье предлагается, чтобы при минимальном прогибе использовать не более 30% диаметра фрезы для обычного фрезерования и 5% для фрезерования при подъеме. Конечно, и здесь, если у вас есть G-Wizard, вы узнаете, какого отклонения ожидать и стоит ли беспокоиться.
Восхождение к черновому и традиционному финишу также соответствует консенсусу практического машиниста.
Правильное управление отклонением может помочь вам избежать необходимости в дополнительной рессоре, которая экономит время и деньги.
Рассмотрим обычное фрезерование при микрообработке
По тем же причинам, но с учетом того, что отклонение является гораздо худшим микро фрезерованием, вы должны предпочитать обычное фрезерование фрезерование большую часть времени при микро фрезеровании. Посетите нашу страницу Micromachining для получения дополнительной информации.
Присоединяйтесь к 100 000+ CNC’еров! Получайте наши последние сообщения в блоге прямо на вашу электронную почту один раз в неделю бесплатно. Кроме того, мы предоставим вам доступ к некоторым отличным справочным материалам по ЧПУ, включая:
. 

Escrow безопасен для покупателей и продавцов, мы рекомендуем вам выбрать Escrow, он поддерживает кредитные карты,
Money bookers, Visa, Master-card, Western Union и т. Д.
Если вам нужно использовать «другие» платежи, пожалуйста, свяжитесь с нами по почте или сообщению.
Оплата должна быть завершена в течение 7 дней, если у вас возникли трудности, пожалуйста, сообщите мне.

Мы только грузим на ваш подтвержденный адрес. Пожалуйста, убедитесь, что ваш почтовый адрес правильный перед покупкой.
Все заказы будут отправлены в течение 1-4 рабочих дней после подтверждения оплаты.
Отгрузка воздушной почтой столба Кита менее чем за 2 кг товара, как правило, это займет 25-45 рабочих дней (в некоторых странах может быть гораздо больше), если вам нужен товар очень срочно, пожалуйста, свяжитесь с нами по DHL и т. Д. Мы будем рассчитать стоимость доставки для вас.Это всегда занимает около 3-7 дней, чтобы прибыть.
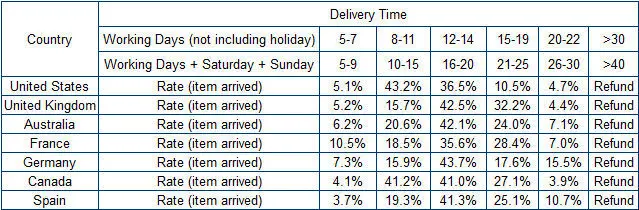


Мы не несем ответственности за любые таможенные пошлины или налог на импорт
Мы делаем все возможное, чтобы обслуживать наших клиентов наилучшим образом.
Мы вернем вам деньги, если вы вернете товар в течение 7 дней с момента получения товара по любой причине. Однако покупатель должен убедиться, что возвращенные товары находятся в их первоначальных условиях. Если товары были повреждены или утеряны при их возврате, покупатель будет нести ответственность за такой ущерб или потерю, и мы не будем давать покупателю полный возврат средств.Покупатель должен попытаться подать иск в логистическую компанию, чтобы возместить стоимость ущерба или убытков.
Покупатель несет ответственность за доставку, чтобы вернуть предметы.

Ваше удовлетворение и положительные отзывы очень важны для нас.
Пожалуйста, оставьте положительный отзыв и 5 звезд, если вы удовлетворены нашими товарами и услугами.
Если у вас возникли проблемы с нашими товарами или услугами, пожалуйста, свяжитесь с нами, прежде чем оставить отрицательный отзыв.
Мы сделаем все возможное, чтобы решить любые проблемы и предоставить вам лучшее обслуживание клиентов.
KM Фрезерный токарный станок с ЧПУ Сменный фрезерный станок с ЧПУ KM12-125-40-6T Рекомендуемая вставка SEKT1204
Описание продукта
Описание фрезерного станка :
1: Может использоваться на токарном станке с ЧПУ и станке.
2: Сопоставлено с SEKT1204 .
3: Импорт запчастей из Тайваня / Кореи / Швейцарии, твердость винта 12 класса.9
4: Материал 42CrMo, длительный срок службы инструмента, лучшая износостойкость, прочность и жесткость, высокая эффективность работы.
5: Стабильная резка, гладкая поверхность, высокая точность.
6: Использование щупа на 0,01 мм для обеспечения плотного соединения между вставками и инструментом.
7: Сотрудничать с NIHONG-TECHNO, внедрить современное оборудование для термообработки, обеспечить однородность твердости (HRC40-45).
8: Обработано с помощью высокоточного обрабатывающего центра с ЧПУ.
Фрезерный станок Параметр:
Применимый станок | Токарный станок с ЧПУ |
Склад | Для стандартного, достаточного количества 9 995 5000 нестандартный, необходимо настроить |
Нестандартный заказ | Настроить как запрос |
Лазерная маркировка | Может печатать логотип и номер модели по запросу |
Подходит для резки стали, чугуна, цветных металлов | |
Обработка фрез:
1: стальная заготовка
2: черновая токарная обработка
3: термообработка
4: чистовая обработка Тьюринг
5: Обработка канавки
6: Обработка поверхности nt
7: Лазерная маркировка и сборка
Упаковка и отгрузка
Наши услуги
Наша компания оснащена профессиональными инженерами, которые могут работать с профессиональными сотрудниками, а также специалистами по продажам. сделайте подтверждение чертежа и предыдущее сообщение о производстве и проектировании инструментов на основе ваших особых требований или инструментов для OEM & ODM.В то же время мы можем предоставить полный набор схем обработки режущего инструмента в соответствии с вашими требованиями к обработке всех.
Служба продаж:
У нас есть система управления программным обеспечением ERP, которая позволяет нам принимать разумные меры и управлять, основываясь на ваших требованиях к заказу и времени доставки. Между тем, сотрудники отдела продаж также могут в любое время узнать состояние заказов и своевременно связаться с вами. Кроме того, наша компания прошла систему управления качеством ISO9001.Каждый рабочий процесс, от проектирования продуктов до доставки, организован в строгом соответствии с требованиями Системы менеджмента качества, чтобы гарантировать качество наших продуктов.
Послепродажное обслуживание:
Наши профессиональные сотрудники по продажам регулярно совершают повторные визиты, чтобы узнать все ситуации, с которыми вы столкнулись при применении заказанных продуктов, а затем связаться с компанией. В то же время мы своевременно организуем возврат и замену продуктов, если у них есть возможные проблемы с качеством.
Техническая поддержка:
У нас есть несколько опытных инженеров-проектировщиков оснастки, поэтому мы можем предложить разумные предложения по рабочим процедурам ваших изделий, таким как токарная обработка, фрезерование, сверление и т. Д. Более того, мы можем проектировать изделия в соответствии с к вашим требованиям.
Руководство покупателя
FAQ
Q 1: Вы предлагаете вкладыши?
A: Да, мы можем предоставить вкладыши, также мы можем поставить вкладыши из корлой, ZCCCT и других марок.
Q 2: Вся рабочая процедура завершена вашей мастерской?
A: Нет, обработка, сборка, испытания, лазерная маркировка и т. Д. Выполняются на нашем заводе, а термическая обработка и обработка поверхности — нашей сотрудничающей компанией.
Q 3: Как насчет вашего склада?
A: У нас есть около 50000 шт. Токарных инструментов, 10000 шт. Фрезерных инструментов, 10000 шт. Сверлильных инструментов на складе.
Q 4: каков срок доставки?
A: Это зависит от вашего заказа.Обычно 1-3 дня на складе, 10-25 дней для стандартных, 30-60 дней для индивидуальных.
Q 5: как насчет времени доставки?
A: Обычно это занимает 4-10дней для экспресса, 7-15дней для воздуха, 25-55 дней для моря, это также зависит от района назначения.
Q 6: Как вы гарантируете свое качество?
A: Во-первых, мы проводим проверку качества во время каждого процесса. И мы используем производственные карточки с инструкциями, когда по завершении одного процесса работа будет подписана на производственных карточках с инструкциями.Во-вторых, мы вовремя соберем все отзывы о наших продуктах от клиентов. И приложим все усилия, чтобы постоянно улучшать качество
,Фрезерный станок с ЧПУ. Угловая фреза с прямым углом для станка с ЧПУ.
BAP. Фреза с прямым углом
. фрезерование алюминиевой стали
3. Винт Lovking, допускает большой космический мусор, хорошая утилизация стружки
4.Светильники для резки, малое сопротивление
| BAP Угловая фреза с прямым углом | |||||||
| Кат. № | Размер | ||||||
| D | 900 | ||||||
| BAP300R-40-16-5T | 40 | 16 | 40 | 8,4 | 5,6 | 9 | |
| BAP300R-50-22-6T | 50 | 22 | 50 | 10.4 | 6,3 | 9 | |
| BAP400R-50-22-4T | 50 | 22 | 50 | 10,4 | 6,3 | 14 | |
| BAP400R-63-22-4T | 63 | 22 | 50 | 10,4 | 6,3 | 14 | |
| BAP400R-80-27-6T | 80 | 27 | 50 | 12,4 | 7 | 14 | |
| BAP400R- 100-32-6T | 100 | 32 | 50 | 14.4 | 8 | 14 | |
| BAP400R-125-40-7T | 125 | 40 | 63 | 16,4 | 9 | 14 | |
| BAP400R-160-40-8T | 160 | 40 | 63 | 16,4 | 9 | 14 | |
| BAP400R-200-60-9T | 200 | 60 | 63 | 25,7 | 14 | 14 | |
| BAP400R- 250-60-14T | 250 | 60 | 63 | 25.7 | 14 | 14 | |
| BAP400R-63-25.4-4T | 63 | 25,4 | 50 | 10 | 6 | 14 | |
| BAP400R-80-25.4-6T | 80 | 25,5 | 50 | 10 | 6 | 14 | |
| BAP400R-100-31.75-6T | 100 | 31.75 | 50 | 13 | 8 | 14 | |
| BAP400R- 125-38.1-8T | 125 | 38,1 | 63 | 16 | 10 | 14 | |
| BAP400R-160-50.8-8T | 160 | 50,8 | 63 | 19,3 | 11 | 14 | |
| Спаривание | |||||||
| Кат.№ | Вставка | Зажимной винт | Ключ | ||||
| BAP300R | APMT 1135 PDER | M2.5 × 6 | T8 | BAP400R | |||
| BAP400R APMT 1604 PDER | M4 × 10 | T10 | |||||
BAP правый угол плеча торцевая фреза
информация о компании
Dezhou Haotian Imp & Exp Co.Ltd расположена в крупнейшей производственной базе принадлежностей для станков в Китае. Мы специализируемся на исследовании, производстве и разработке многих видов цанговых патронов, сверлильных патронов, держателей инструмента с ЧПУ, фиксирующих ручек, гаек ER, гаечных ключей ER, тисков станка, параллельных блоки и тд. С высоким качеством и полным ассортиментом. Все наши продукты пользуются доверием клиентов как дома, так и за рубежом. Добро пожаловать на запрос и посетите нас!
Work Shop
1 Вы фабрика или торговая компания?
Мы Индустрия и торговая интеграция.
2 Не могли бы вы предоставить образцы?
Да, мы можем поставлять образцы, такие как цанга, держатели инструмента, гаечные ключи, шпильки, живой центр и т. Д.
3 Куда вы экспортируете?
Весь мир.
4 Можете ли вы производить нестандартную продукцию?
Да, мы можем. Пожалуйста, предоставьте образцы или чертеж.
5. Какие способы доставки?
На международном экспрессе, по воздуху, по морю все в порядке.
6. У вас есть минимальный объем заказа?
Обычные продукты не имеют.Минимальный объем заказа нестандартной продукции составляет 50 шт.
7. Какой способ оплаты?
T / T, L / C Pay Pal, Western Union и т. Д.
ПОЧЕМУ ВЫБИРАЕТЕ США:
1. Наша компания находится в крупнейшей производственной базе станочных принадлежностей в Китае
2. Мы специализируемся на исследованиях , производство и разработка манжет, цанговых патронов, державок с ЧПУ, фиксирующих ручек, гаек, гаечных ключей и т. д.,
3. Все наши продукты пользуются доверием у клиентов как дома, так и за рубежом
4.Наш крупнейший рынок сбыта: Великобритания, США, ИТАЛИЯ, РОССИЯ, ЮЖНАЯ АФРИКА, ГЕРМАНИЯ ….
5. Крупнейший покупатель сотрудничества: из Германии, ежемесячная сумма покупки: 80 0000 долларов США,
6. Среднее время сотрудничества с постоянными клиентами: 8 лет
Контакт
,